65
EN
The value set for G-H only applies if the maximum welding current really has been set.
The actual value is derived from the present welding current. For a medium welding cur-
rent, for example, the actual value will be half of the value set for G-H.
IMPORTANT! The values set for the G-L and G-H setup parameters are added together.
For example, if both parameters are set to the maximum (40 s), the gas post-flow will last:
- 40 s at minimum welding current
- 80 s at maximum welding current
- 60 s if the welding current is exactly half the maximum, etc.
If Aut is set, the gas post-flow time G-H is calculated automatically.
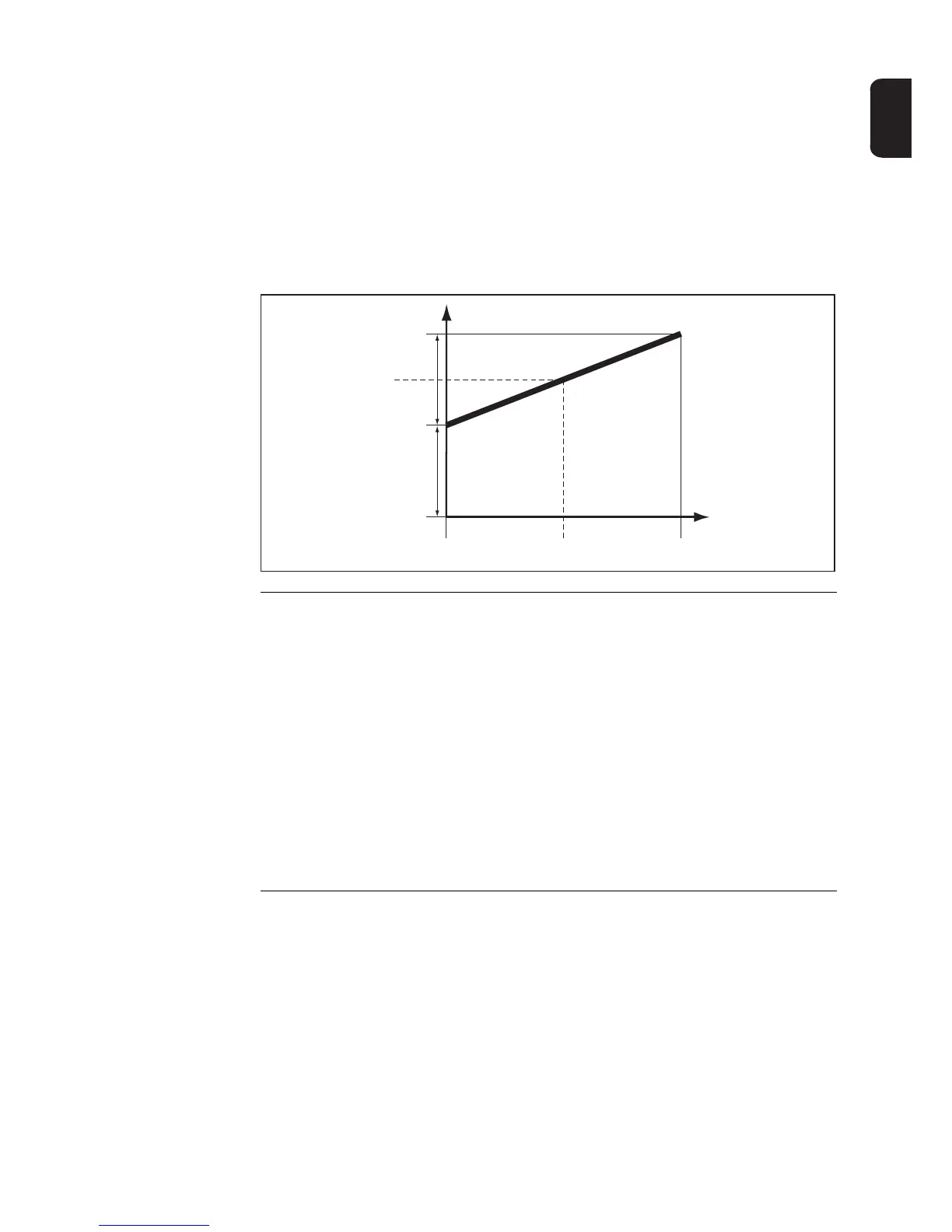
Gas post-flow time as a function of the welding current
GPU
Gas purger - purging of shielding gas
Unit min
Setting range OFF / 0.1 - 10.0
Factory settings OFF
Purging of the shielding gas begins as soon as GPU is allocated a value.
For safety reasons, purging of the shielding gas cannot be restarted until a new GPU val-
ue is entered.
IMPORTANT! Purging of the shielding gas is necessary if condensation forms when the
device is left unused in a cold environment for a prolonged period. Long hosepacks are
most affected.
 Loading...
Loading...




