48 CDM 3201 Order No. BA 92-12-3321A Issue 19.09.08
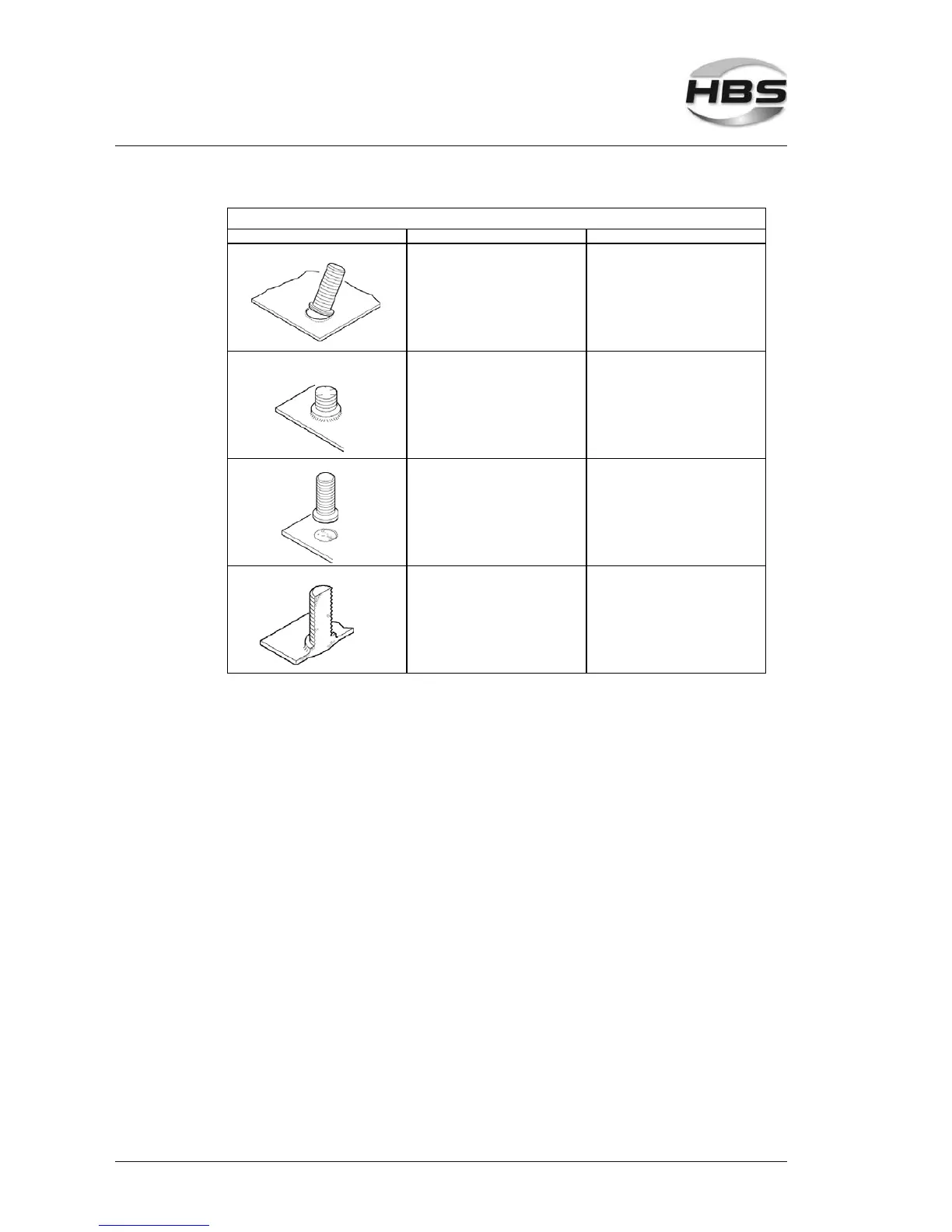
Type of fracture Possible cause Corrective actions
Base material buckling - Correct parameters - none
Fracture in the welding element
above flange
- Correct parameters - none
Fracture in the weld metal - Heat input too low
- Plunging speed too low
- Welding element/base material
combination not suitable
- Increase charging voltage
- Increase plunging speed
- Replace welding element or
workpiece
Backside deformation - Heat input too high
- Pressure too high
- Contact stud welding
not suitable
- Workpiece too thin
- Reduce charging voltage
- Reduce pressure
- Use gap stud welding instead of
contact stud welding
- Adapt thickness of workpiece
Bending Test
5 Stud Welding Procedure
5.8 Checking the Quality of the Weld