2.14
Feed Rate for Blade Pitches Other than Optimum Pitch
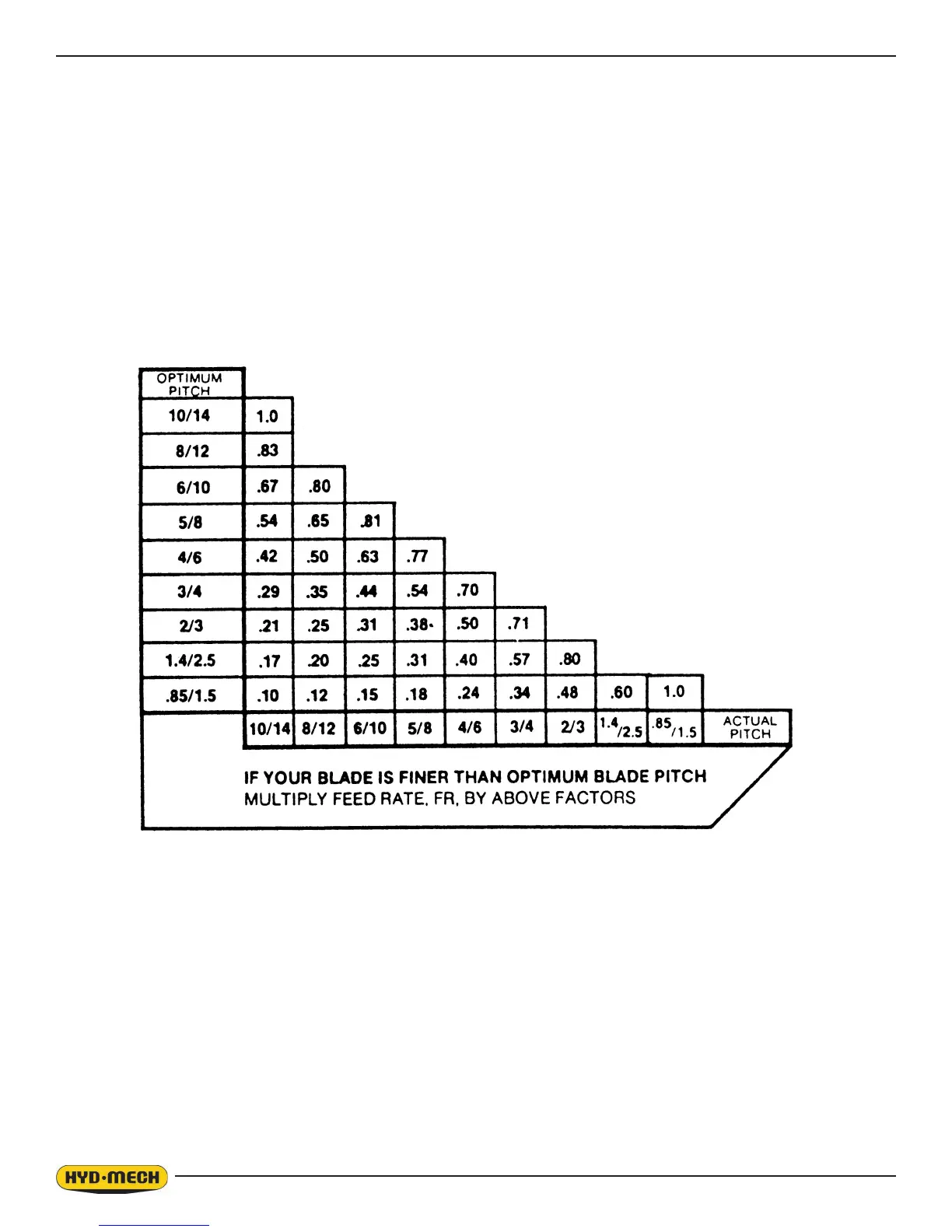
If the saw is tted with a blade coarser than optimum (e.g. 1.4/2.5 TPI) we can still use the graph, but we go to the 1.4/2.5
curve. As a result we nd that the FEED RATE is decreased to 1.3 in/min (133mm/min) for this blade. If however, the
machine is tted with a ner than optimum blade (e.g. ¾ TPI) we use the graph for the optimum blade as before, and then
use a multiplier given by the table below.
Once the Feed Rate has been set to an optimum value, it is a good idea to make a test cut, and raise or lower Feed Force
setting as needed so that;
1. Feed rate in wide sections does not drop too low:
• 1/3 of maximum Feed Rate in wide sections of structurals.
• ¾ of maximum Feed Rate in solid rounds
• Full maximum Feed Rate in solid square & rectangles
2. Feed Force is not excessive – as indicated by excessive vibration, dished or washboard cut surface.