35
3. User Setup
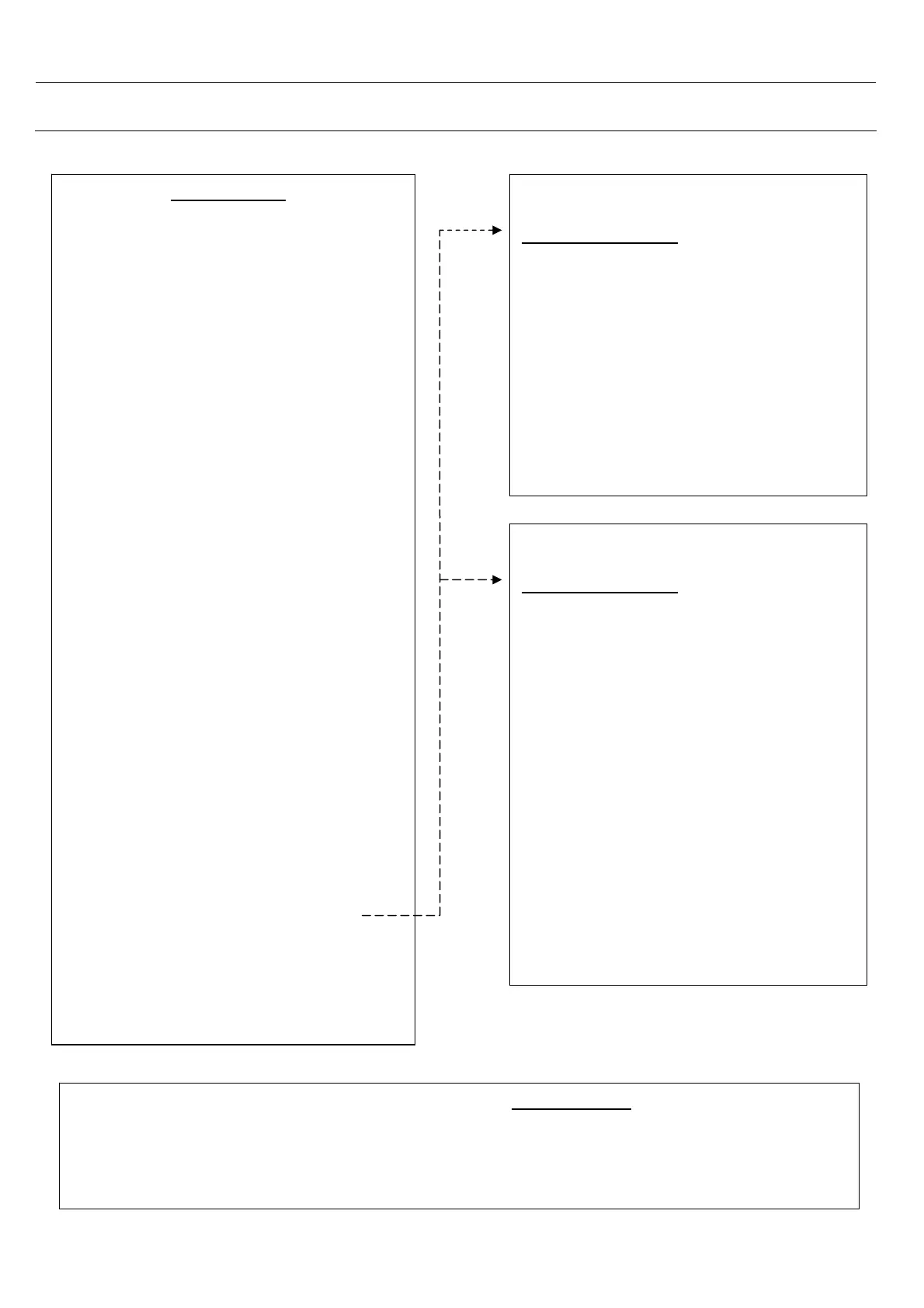
Main program
Sub spindle Chuck open
Sub spindle go to correct position
Sub spindle Chuck close clamping the
bar
chuck open
M code (feed command)
sub spindle pull bar to position 1
chuck close
cutting ( 1 )
Sub spindle Chuck open
Sub spindle go to correct position
Sub spindle Chuck close clamping the
bar
chuck open
sub spindle pull bar to position 2
chuck close
cutting ( 2 )
/ M98 Pxx (go to sub program)
M99 (return)
Part off without turret
Pxx (Sub program)
Chuck open
M code
Chuck close
Part off
M99 (go to main program)
Part off with turret
Pxx (Sub program)
Chuck open
M code
W – 100
(Turret come to loading position)
M code
Chuck close
Part off
M99 (go to main program)
For Sub spindle pulling function The M code of lathe main program is for the part counting ,
deleted by M code finish signal , when the barfeeder counting the bar cutting value is zero ,
then will send bar end signal to lathe .
 Loading...
Loading...