OM-272476 Page 26
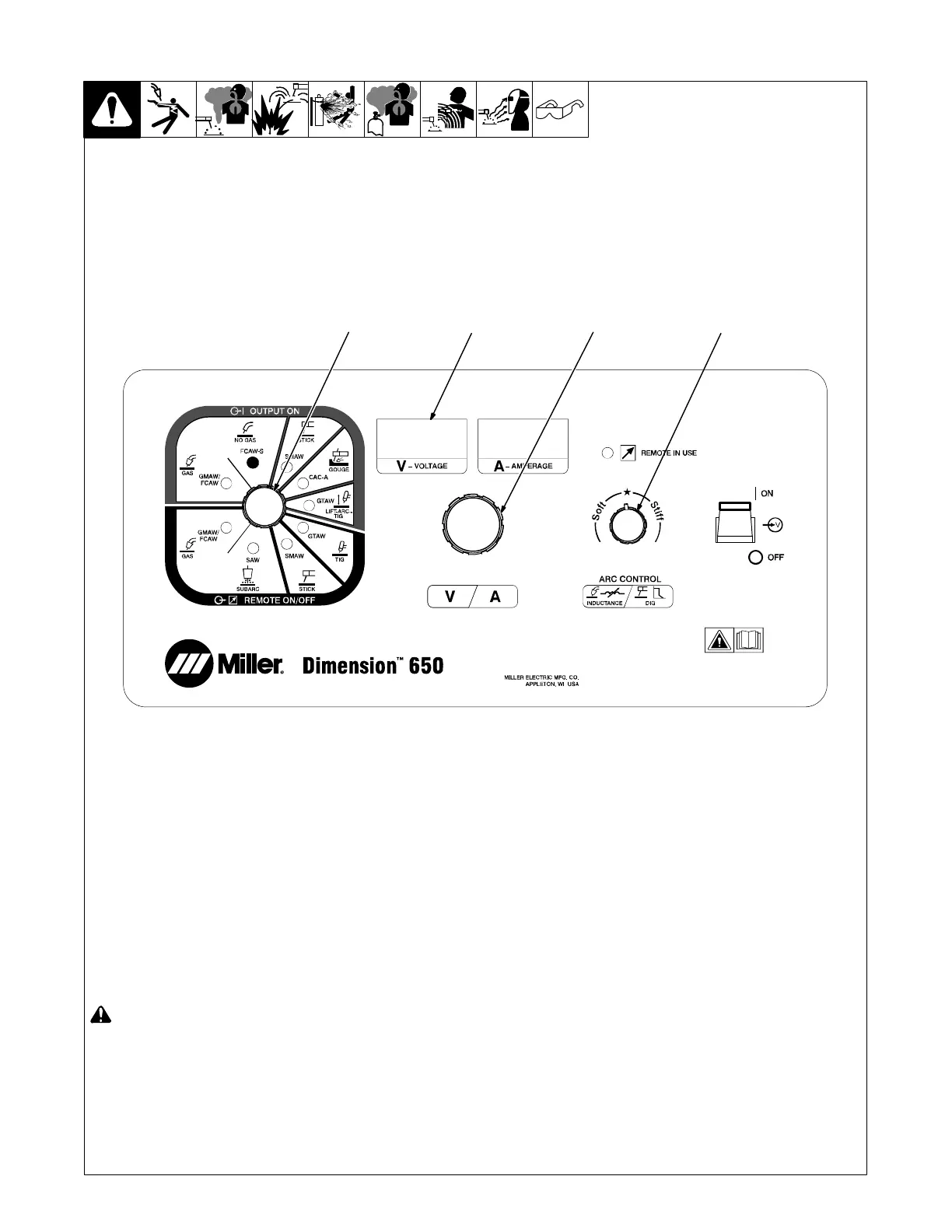
7-5. MIG-No Gas Output On Welding Mode - GMAW/FCAW Process
! Weld terminals are energized at all
times in MIG-Gas Output On weld-
ing mode.
1 Mode Switch
2 Left Display
3 Adjust Control
4 Arc Control
Setup
For typical system setup connections refer
to Section 7-3.
Rotate Mode Switch to MIG-No Gas Output
On position as shown.
The Left Display toggles between open cir-
cuit voltage and preset voltage.
Operation
The Adjust Control is used to set desired
preset voltage.
. The Left Display toggling momentarily
pauses while the preset voltage is ad-
justed.
Arc Control − Inductance
Inductance control allows the arc charac-
teristics, soft versus stiff, to be changed for
specific applications and wires. The star
setting is good for most applications. Use
soft settings (0−25) to soften the arc and in-
crease puddle fluidity. Use stiff settings
(0−25) to stiffen the arc and reduce puddle
fluidity.
2
263 561-B
2 4
25.0
13