Operation
43
DTX-2200-3000 AC/DC
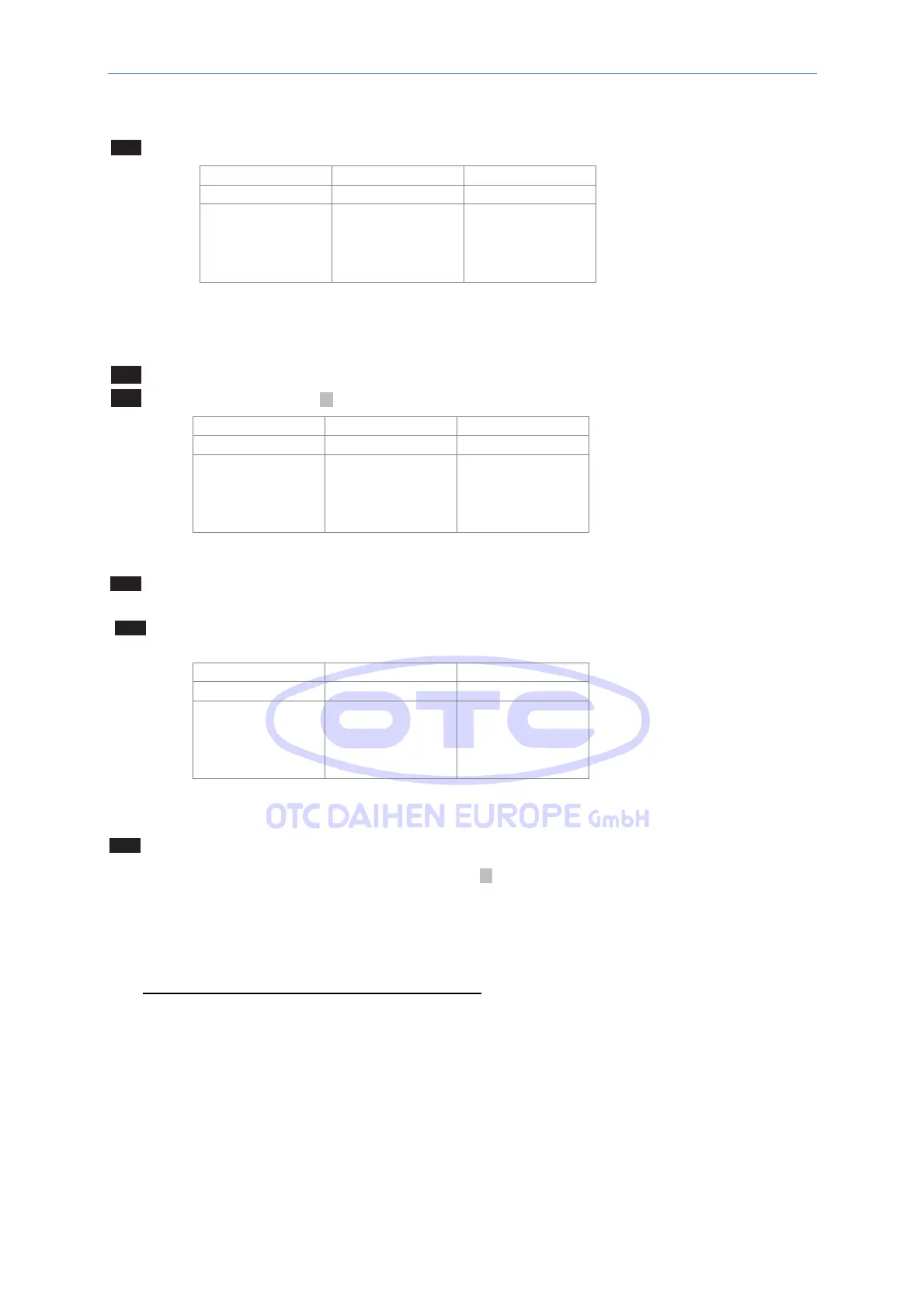
L18 INITIAL welding CURRENT
2200 AC/DC 3000 AC/DC
TIG DC 5 - 220 A 5 - 300 A
TIG
AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 - 220 A
5 - 220 A
16 - 127 A
16 - 156 A
5 - 300 A
5 - 300 A
5 - 173 A
5 - 212 A
WARNING: This can only be programmed when 4 STROKES or Bi-Level welding mode is activated.
L13 SLOPE UP
duration
(0,0 - 5,0 Sec.)
L11 Main welding current I
1
2200 AC/DC 3000 AC/DC
TIG DC 5 - 220 A 5 - 300 A
TIG
AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 - 220 A
5 - 220 A
16 - 127 A
16 - 156 A
5 - 300 A
5 - 300 A
5 - 173 A
5 - 212 A
L16 SLOPE DOWN
duration
(0,0 - 8,0 Sec.)
L22 FINAL welding CURRENT
2200 AC/DC 3000 AC/DC
TIG DC 5 - 220 A 5 - 300 A
TIG
AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 - 220 A
5 - 220 A
16 - 127 A
16 - 156 A
5 - 300 A
5 - 300 A
5 - 173 A
5 - 212 A
WARNING: This can only be programmed when 4 STROKES or Bi-Level welding mode is activated.
L17 POST GAS duration (0,5 - 25,0 Sek.)
WARNING: When the post-gas LED flashes and the LED I
1
is on at the same time, this means that the welding
machine is in the post-gas stage.
To exit the setting phase, hold the WELDING PARAMETERS SE- LECTION key (T10) down for about 1 second.
2. WELDING PARAMETERS with PULSE mode active
Pulsed TIG welding allows greater control of the arc and better de- formation of the material.
The DTX HF can be used for TIG pulsed welding in 4 different modes:
• SLOW PULSE
• FAST PULSE
• ULTRA FAST PULSE
• SYN PULSE
WARNING: Pulsation is deactivated automatically for the duration of the INITIAL and FINAL current.