(-40, 80)
X
50
100
150
(-15, 30)
(0, 45)
(20, 45)
(20, 20)
(-30, 30)
(-30, 80)
Z
100
50
-50
(100, 100)
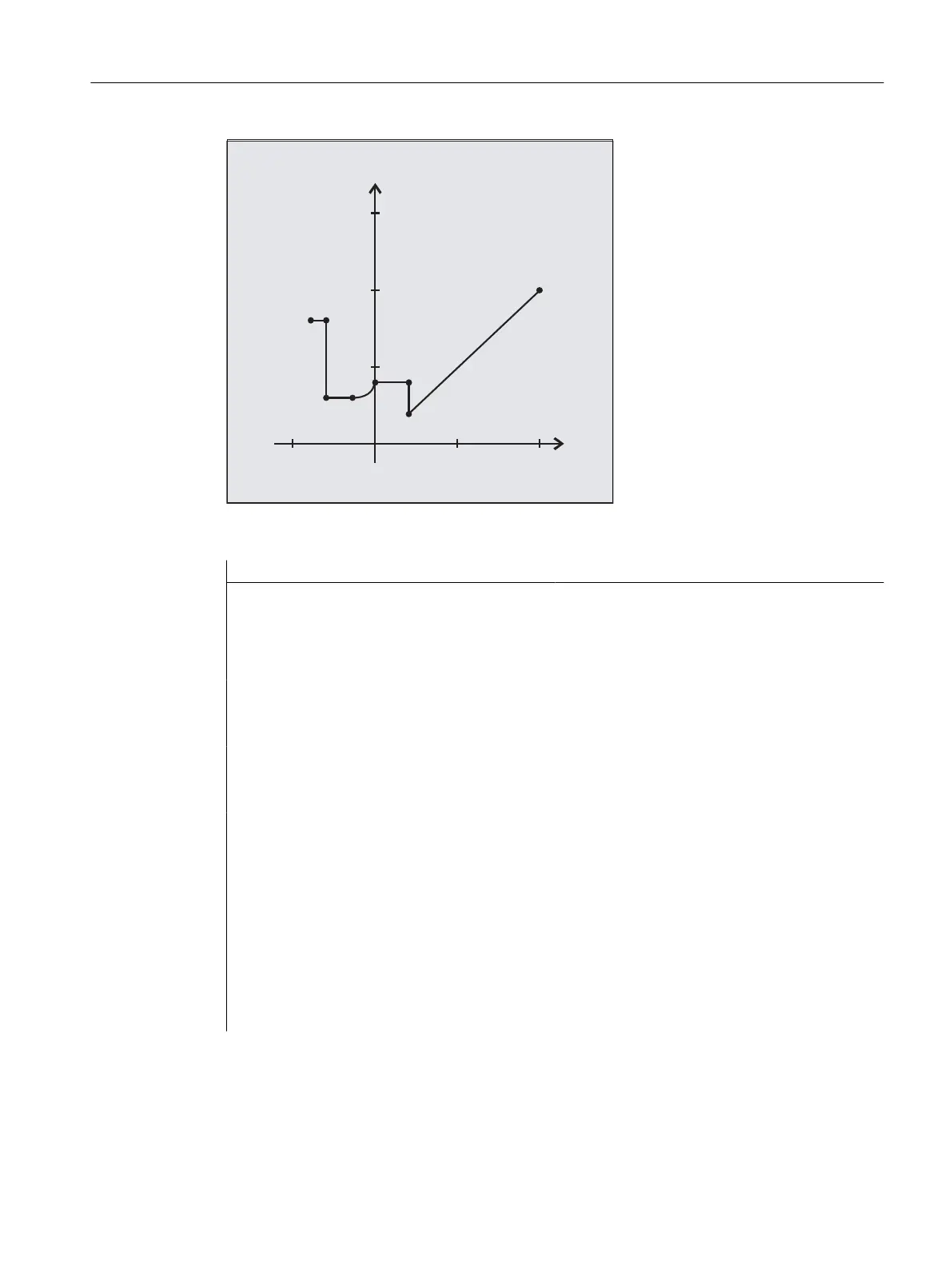
NC program:
Program code Comment
N10 DEF REAL KTAB[92,11] ; Contour table with name KTAB and max.
92 contour elements, parameter value 11
is a fixed quantity.
N20 DEF CHAR BT="L" ; Mode for CONTPRON: Longitudinal turn-
ing, external machining
N30 DEF INT HE=0 ;Number of relief cut elements=0
N40 DEF INT MODE=1 ; Preparation, forward and backward
N50 DEF INT ERR=0 ; Error feedback signal
...
N100 G18 X100 Z100 F1000
N105 CONTPRON(KTAB,BT,HE,MODE) ; Activate contour preparation.
N110 G1 G90 Z20 X20
N120 X45
N130 Z0
N140 G2 Z-15 X30 K=AC(-15) I=AC(45)
N150 G1 Z-30
N160 X80
N170 Z-40
N180 EXECUTE(ERR) ; End filling the contour table, switch-
over to normal program mode.
...
Work preparation
3.24 User stock removal programs
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1013
 Loading...
Loading...

















