Turning:
Note
On conventional turning machines, it is usual to consider incremental traversing blocks in the
transverse axis as radius values, while diameter specifications apply for the reference
dimensions. This conversion for G90 is performed using the commands DIAMON, DIAMOF
or DIAM90.
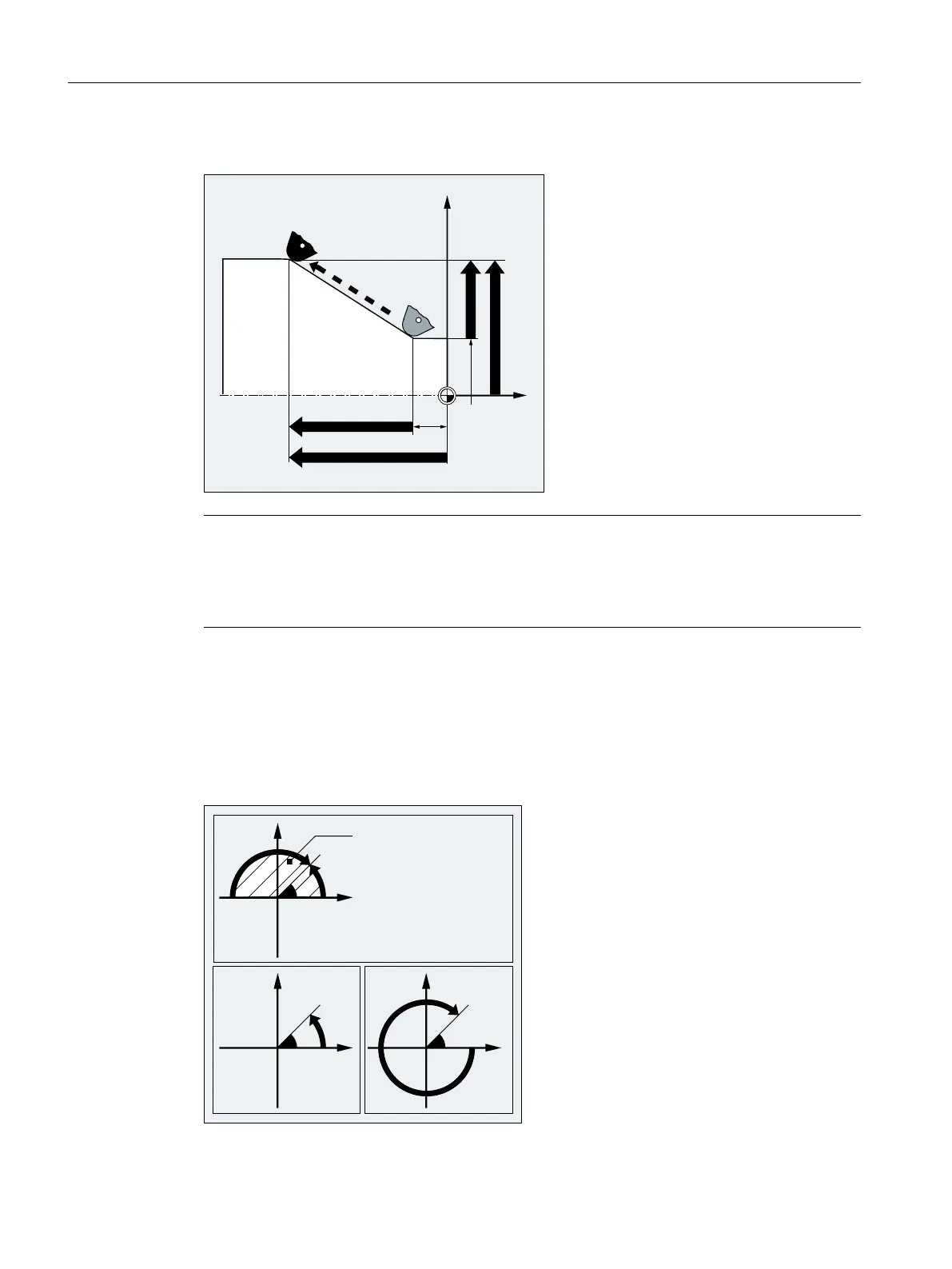
2.8.4.4 Absolute dimensions for rotary axes (DC, ACP, ACN)
The non-modal and G90/G91-independent commands DC, ACP and ACN are available for
positioning rotary axes in absolute dimensions.
DC, ACP and ACN differ in the basic approach strategy:
'&
$&3$&1
0D[LPXPWUDYHUVLQJ
UDQJH
Fundamentals
2.8 Geometry settings
NC programming
156 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















