Example: Milling
The position specifications for points P1 to P3 in incremental dimensions are:
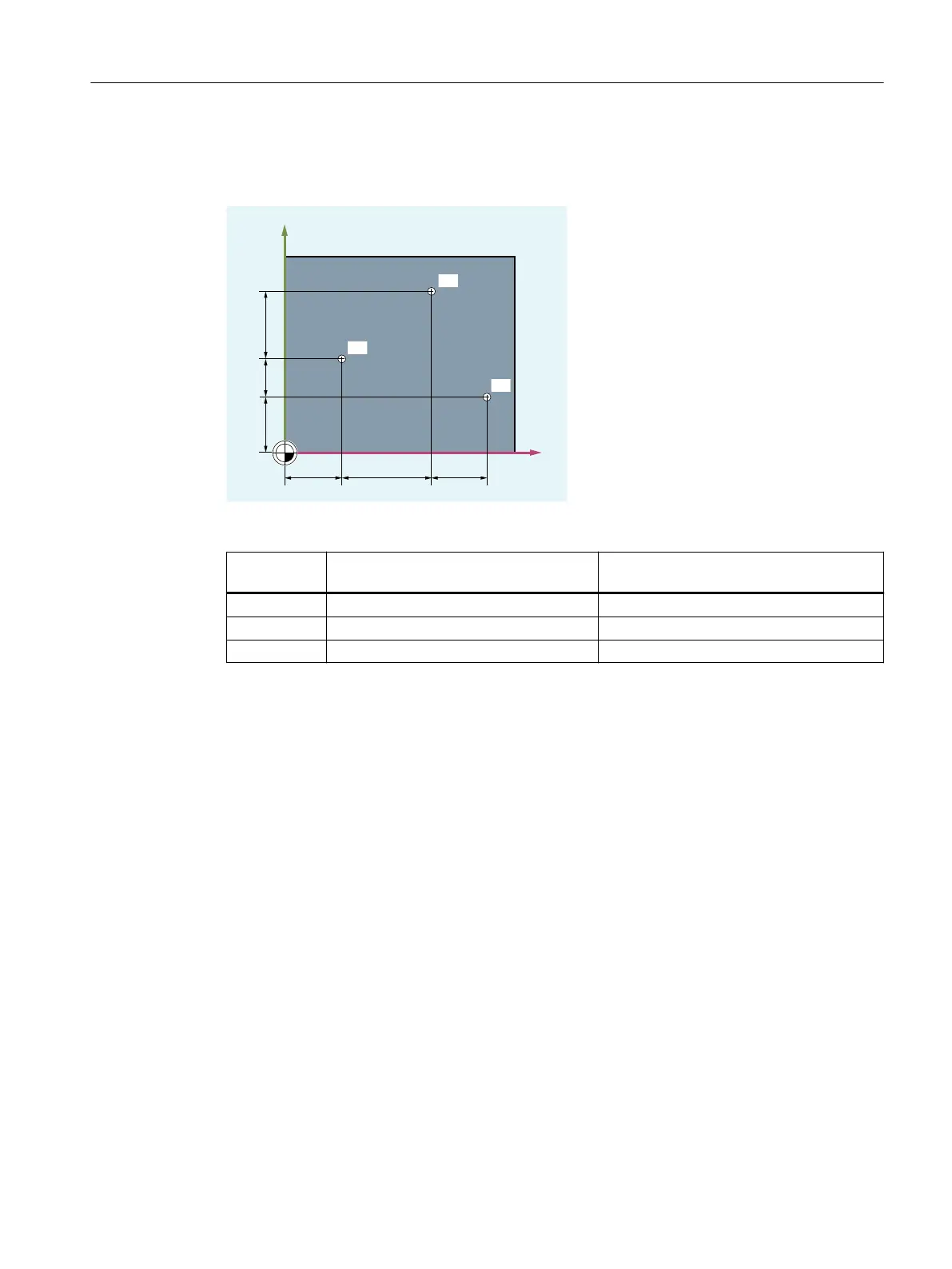
In incremental dimensions, the following position specifications are obtained for points P1 to P3:
Position Position specification in incremental di‐
mensions
The specification refers to:
P1 X20 Y35 Zero point
P2 X30 Y20 P1
P3 X20 Y-35 P2
2.1.2 Working planes
An NC program requires information about the machining plane. Because only then can the
control correctly take into account the tool offset values, for example. The specification of the
machining plane is also required for certain types of circular-path programming and polar
coordinates.
The machining plane is specified in the Cartesian workpiece coordinate system used as basis
using two coordinate axes. The third coordinate axis is perpendicular to this machining plane
and determines the infeed direction of the tool (e.g. for 2D machining).
Fundamentals
2.1 Fundamental Geometrical Principles
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 33
 Loading...
Loading...

















