Number of programmed axes
● If no axis of the active plane has been programmed, then this is either the first or second
block of a contour definition consisting of two blocks.
If it is the second block of such a contour definition, then this means that the starting point
and end point in the active plane are identical. The contour definition is then at best a motion
perpendicular to the active plane.
● If exactly one axis of the active plane has been programmed, then this is either a single
straight line whose end point can be clearly defined via the angle and programmed
Cartesian coordinate or the second block of a contour definition consisting of two blocks. In
the second case, the missing coordinate is set to the same as the last (modal) position
reached.
● If two axes of the active plane have been programmed, then this is the second block of a
contour definition consisting of two blocks. If the current block has not been preceded by a
block with angle programming without programmed axes of the active plane, then this block
is not permitted.
Angle A may only be programmed for linear or spline interpolation.
2.9.10 Thread cutting
2.9.10.1 Thread cutting with constant lead (G33, SF)
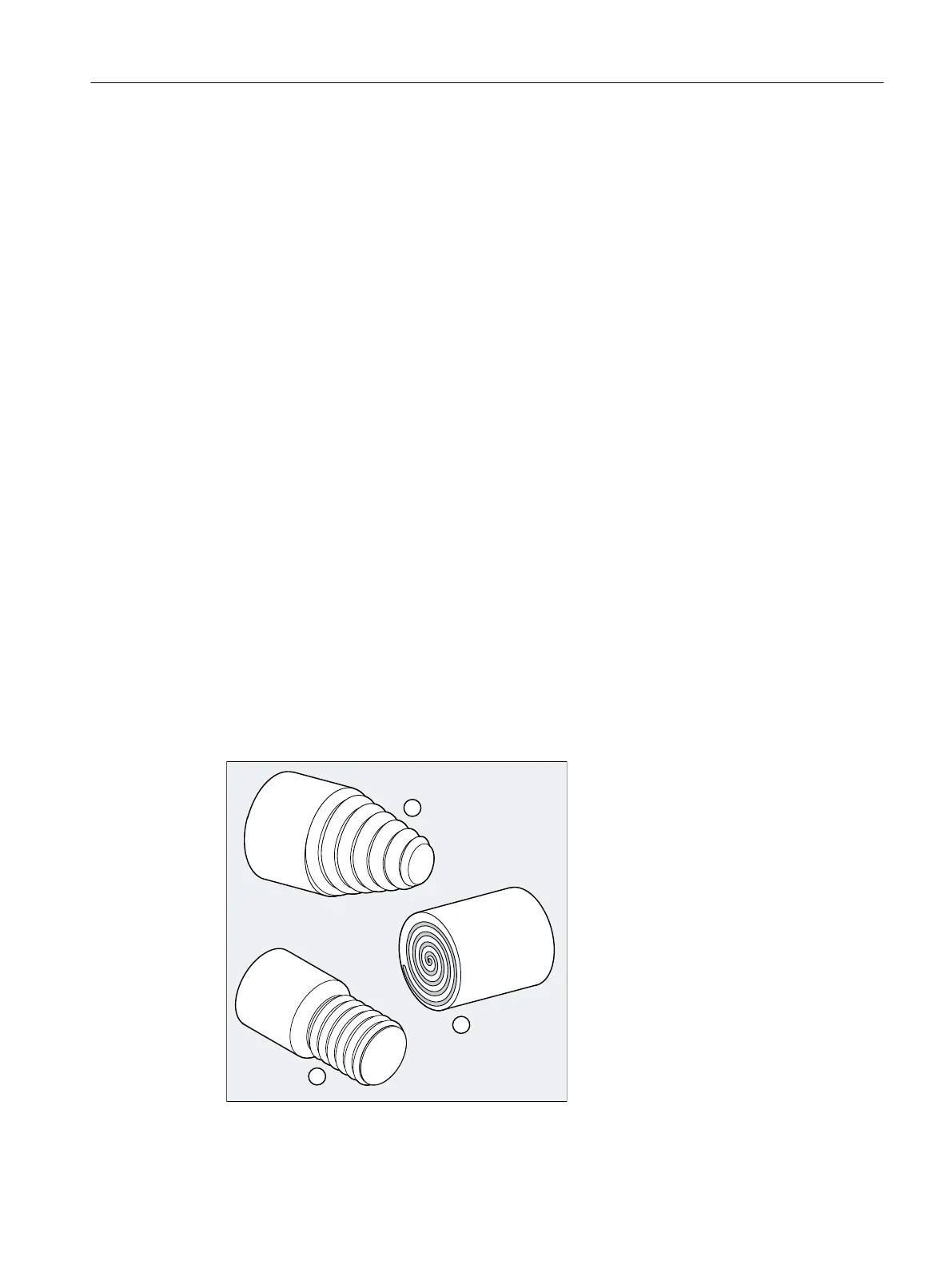
Threads with constant lead can be machined with G33:
● Cylindrical thread ①
● Face thread ②
● Taper thread ③
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 221
 Loading...
Loading...

















