3.25.1.31 CYCLE435 - Set dresser coordinate system
Syntax
CYCLE435(<_T>, <_DD>, <S_TA>, <S_DA>, <S_AD>, <S_AL>, <S_PVD>,
<S_PVL>, <S_PD>, <S_PL>, <_AMODE>)
Parameter
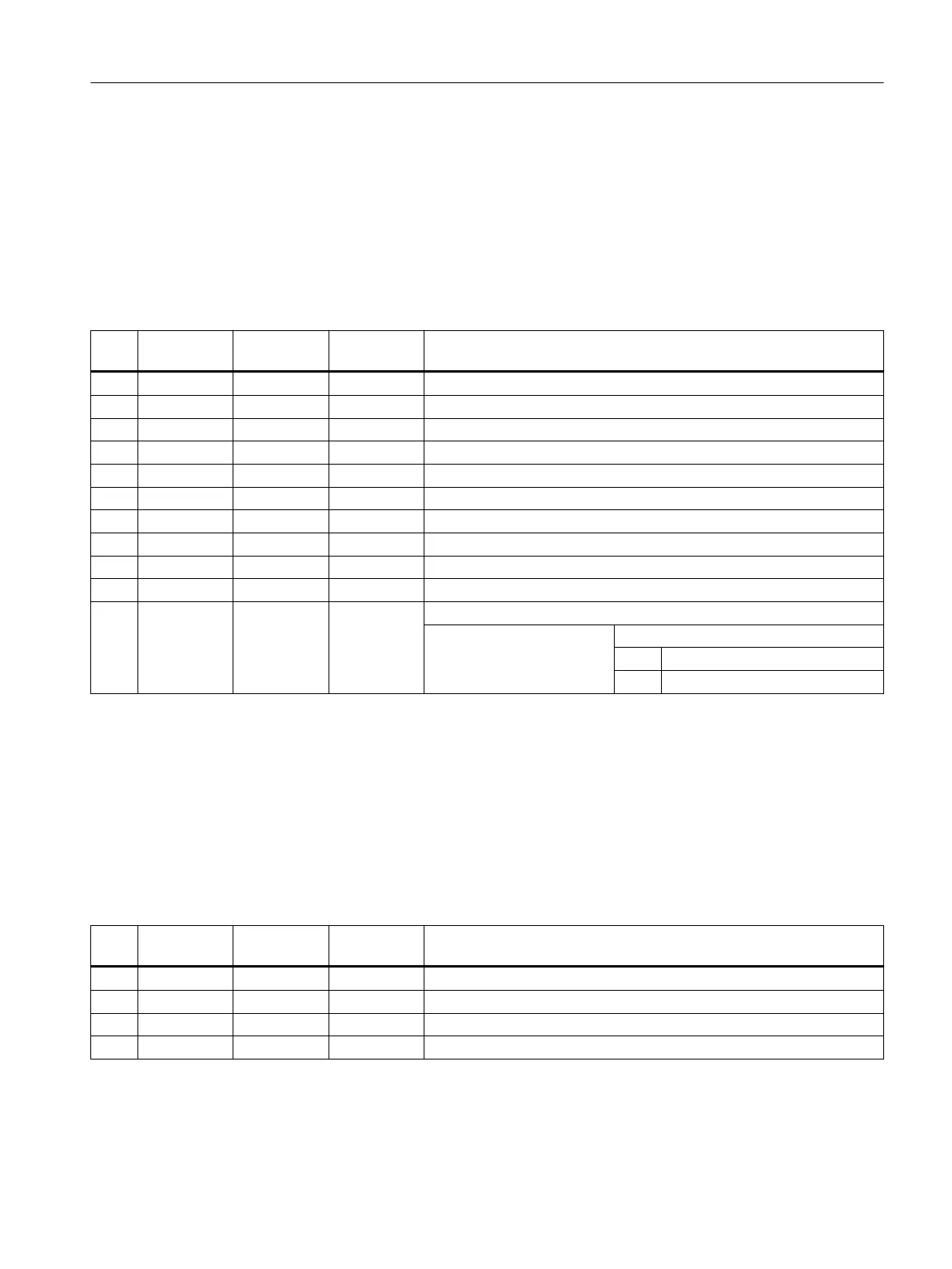
No. Parameter
mask
Parameter
internal
Data type Meaning
1 <_T> STRING[32] Tool name of the grinding wheel
2 <_DD> INT Cutting edge number of the grinding wheel
3 <S_TA> STRING[32] Dressing tool reference point - dressing tool name
4 <S_DA> INT Cutting edge number of the dressing tool
5 <S_AD> REAL Dressing value, diameter
6 <S_AL> REAL Dressing value, face
7 <S_PVD> REAL Form-truing offset, diameter
8 <S_PVL> REAL Form-truing offset, face
9 <S_PD> REAL Form-truing allowance, diameter
10 <S_PL> REAL Form-truing allowance, face
11 <_AMODE> INT Alternative mode
UNITS: active tool at the end of the cycle
0 = dressing tool active
1 = wheel active
3.25.1.32 CYCLE495 - form-truing
Syntax
CYCLE495(<_T>, <_DD>, <_SC>, <_F>, <_VARI>, <_D>, <_DX>, <_DZ>,
<S_PA>, <S_N>, <_DMODE>, <_AMODE>, <S_FW>, <S_HW>)
Parameter
No. Parameter
mask
Parameter
internal
Data type Meaning
1 <_T> STRING[20] Tool name of the grinding wheel
2 <_DD> INT Cutting edge number of the grinding wheel
3 <_SC> REAL Lift-off distance for avoiding obstacles, incremental
4 <_F> REAL Form-truing feedrate
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1089
 Loading...
Loading...

















