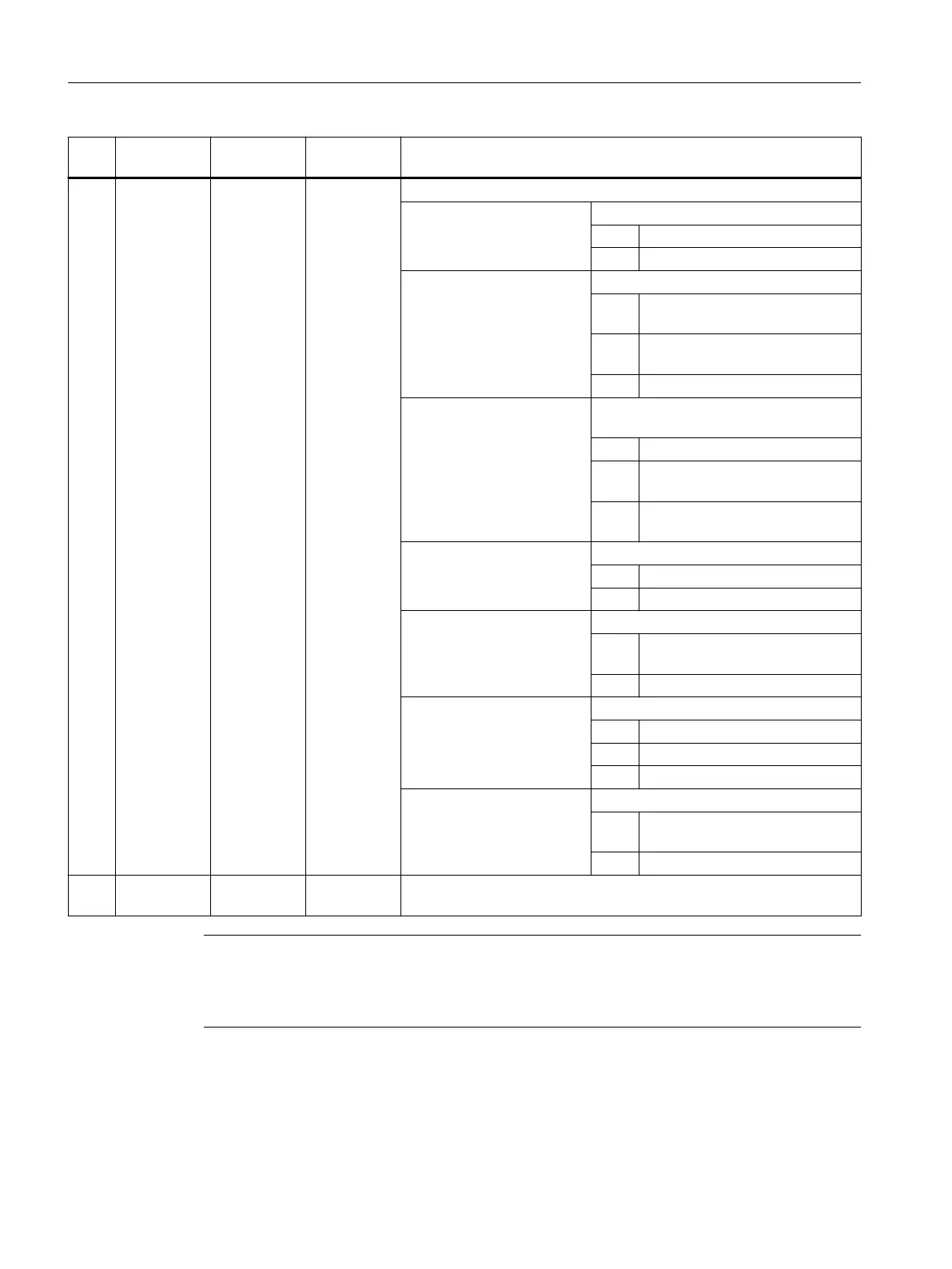
No. Parameter
mask
Parameter
internal
Data type Meaning
29 <_AMODE> INT Alternative mode
UNITS: Thread length in Z
0 = Absolute
1 = Incremental
TENS: Thread length in X
0 = Absolute, value of transverse ax‐
is in the diameter
1 = Incremental, value of transverse
axis in the radius
2 = α
HUNDREDS: Calculation of approach/run-in
path <_APP>
0 = Thread run-in <_APP>
1 = Thread run-in = thread run-out
<_APP> = -<_ROP>
2 = Specify thread run-in path
<_APP> = -<_APP>
THOUSANDS: Select infeed slope as angle or width
0 = Infeed angle <_IANG>
1 = Infeed slope <_IFLANK>
TEN THOUSANDS: Single/multiple thread
0 = Single thread (with starting angle
offset <_NSP>)
1 = Multiple
HUNDRED THOUSANDS: Starting thread <_GST>
0 = Full machining
1 = Start machining from this thread
2 = Only machine this thread
ONE MILLION: Sag compensation for longitudinal thread
0 = Segment height, crowned thread
XS
1 = Radius, crowned thread RS
30 XS/RS <_S_XRS> REAL Sag compensation for longitudinal thread in conjunction
with <_AMODE>: ONE MILLION
Note
1)
Parameters <_PITM>, <_PTAB> and <_PTABA> are only used for thread selection in the
screen form thread tables.
The thread tables cannot be accessed via cycle definition in the cycle run time.
Work preparation
3.25 Programming cycles externally
NC programming
1088 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















