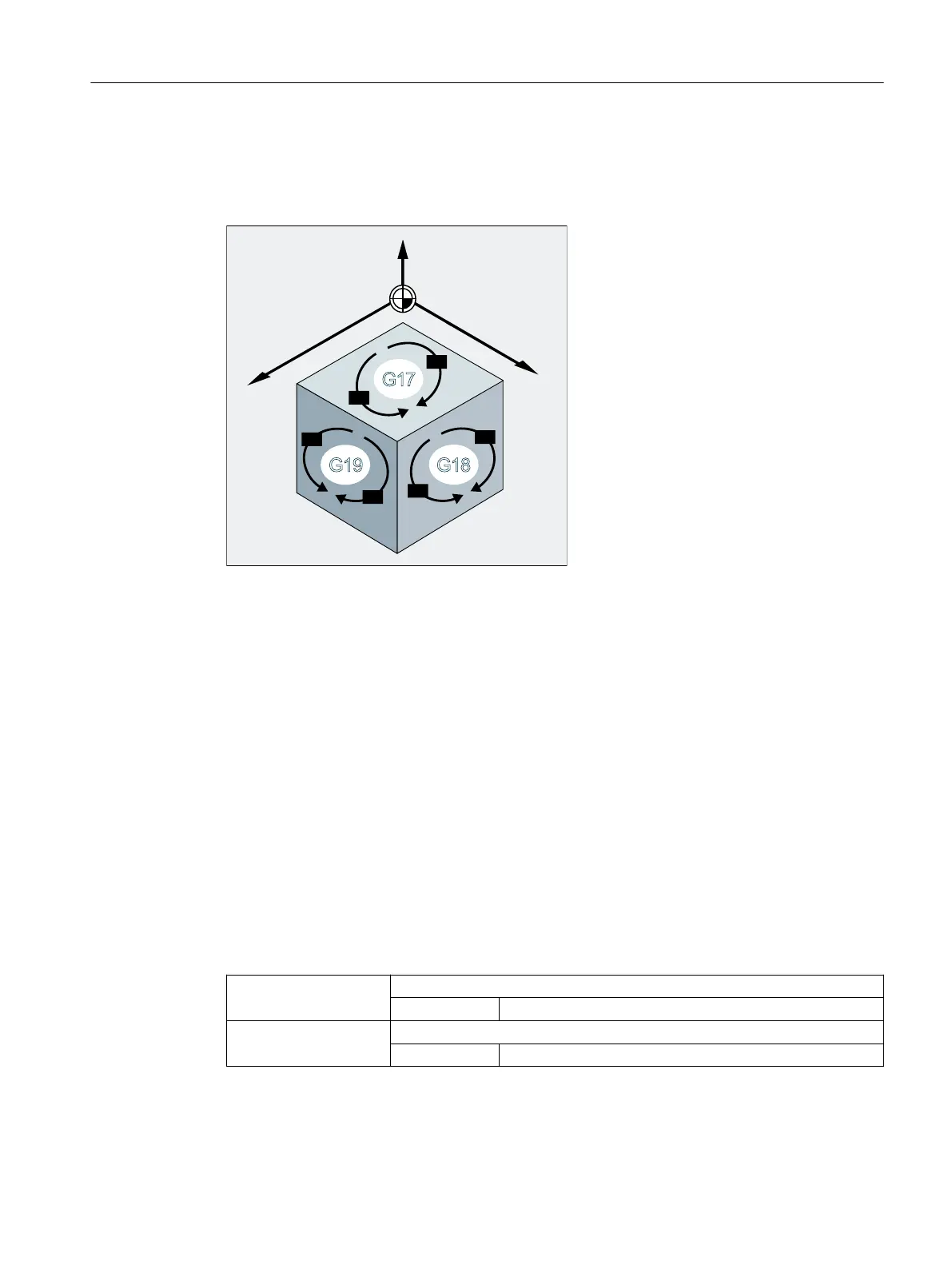
Plane for the circular interpolation
The control needs the working plane parameter (Page 145) to calculate the direction of rotation
for the circle (G2 is clockwise or G3 is counter-clockwise).
Exception:
It is also possible to create circles outside the selected working plane (not with opening angle
and helix parameters). In this case, the axis identifiers that the programmer specifies as circle
end point determine the circle plane.
2.9.6.2 Circular interpolation with center point and end point (G2/G3, X... Y... Z..., I... J... K...)
Circular interpolation version, that uses the center point and end point of a circular contour
element for the interpolation.
If the circle is programmed without an end point, the result is a full circle.
Syntax
G2/G3 X… Y… Z… I… J… K…
G2/G3 X… Y… Z… I=AC(…) J=AC(…) K=(AC…)
Meaning
G2: Circular interpolation clockwise
Effective: Modal
G3: Circular interpolation counter-clockwise
Effective: Modal
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 189
 Loading...
Loading...

















