2.15 Other information
2.15.1 Axes
Axis types
A distinction is made between the following types of axis types when programming:
● Main axes / geometry axes
● Special axes
● Main spindle, master spindle
● Machine axes
● Channel axes
● Path axes
● Positioning axes
● Synchronized axes
● Command axes
● PLC axes / competing positioning axes
● Link axes
● Lead link axes
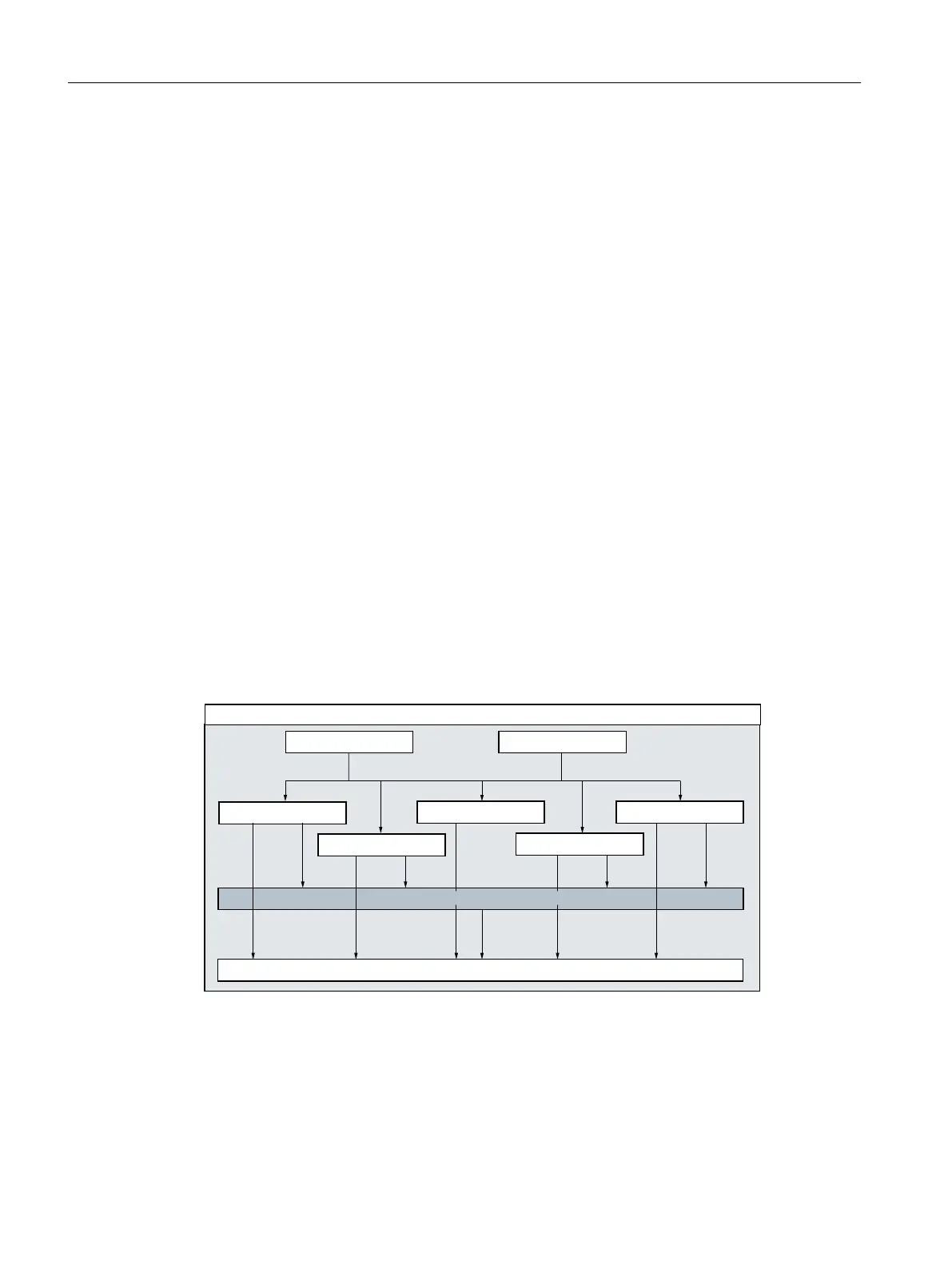
6SHFLDOD[HV*HRPHWU\D[HV
3DWKD[HV
3RVLWLRQLQJD[HV
.LQHPDWLFWUDQVIRUPDWLRQ
0DFKLQHD[HV
&KDQQHOD[HV
&RPPDQGD[HV
3/&D[HV
6\QFKURQL]HGD[HV
2.15.1.1 Main axes/Geometry axes
The main axes define a right-angled, right-handed coordinate system. Tool movements are
programmed in this coordinate system.
Fundamentals
2.15 Other information
NC programming
370 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















