In NC technology, the main axes are called geometry axes. This term is also used in this
Programming Guide.
Replaceable geometry axes
The "Replaceable geometry axes" function (see Function Manual, Job Planning) can be used
to alter the geometry axes grouping configured using machine data from the part program. Here
any geometry axis can be replaced by a channel axis defined as a synchronous special axis.
Axis identifier
The name/identifier of a geometry axis can be defined using the following machine data:
MD20060 $MC_AXCONF_GEOAX_NAME_TAB (name of the geometry axis in the channel)
Standard identifier for turning machines:
1. Geometry axis: X
2. Geometry axis: Z
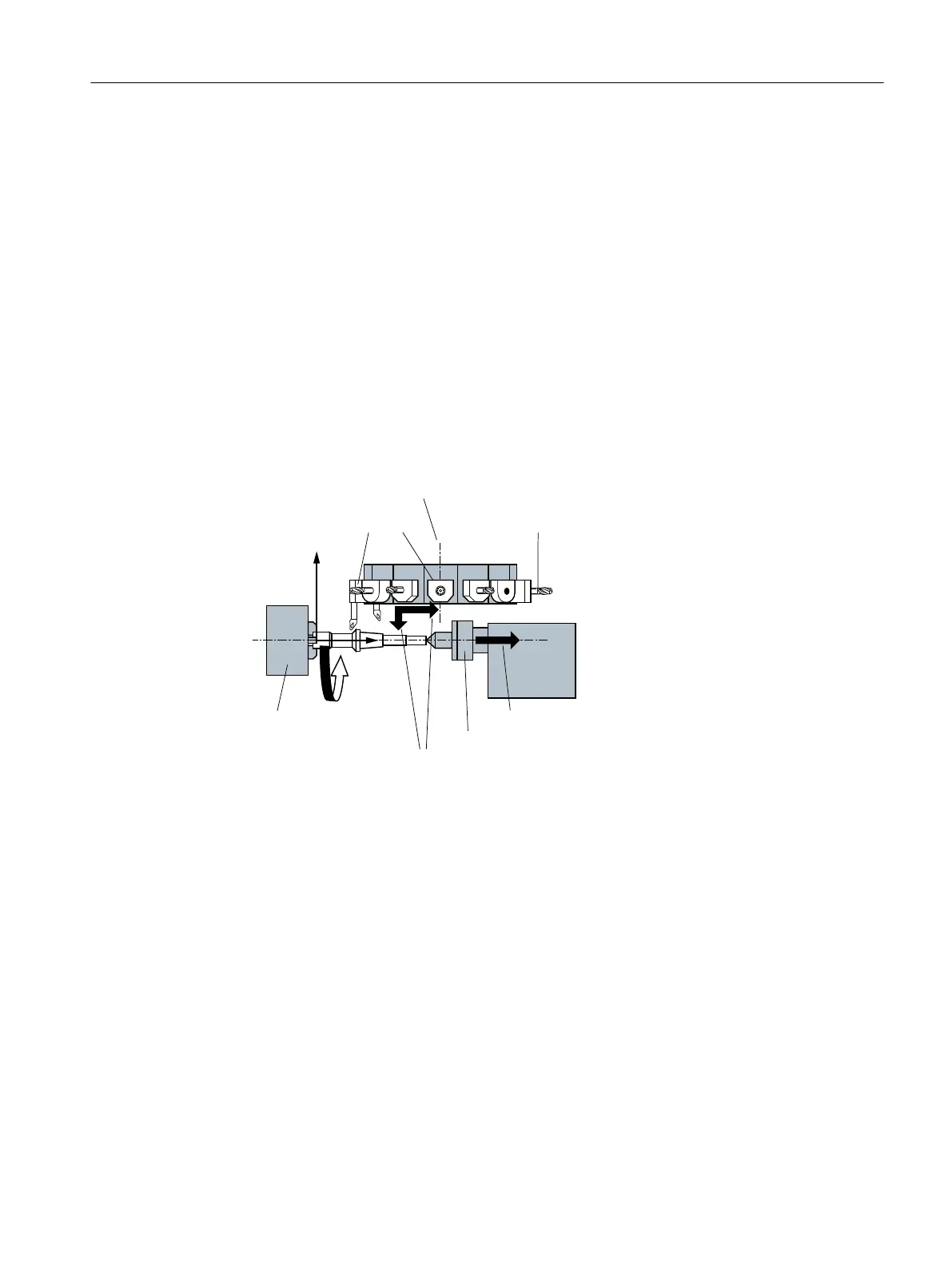
7RROV
7XUUHWVZLYHOD[LV
6SHFLDOVSLQGOH
6SHFLDOD[LV
7DLOVWRFN
*HRPHWU\D[HV
0DLQVSLQGOH
PDVWHUVSLQGOH
&D[LV
;
=
Standard identifier for milling machines:
1. Geometry axis: X
2. Geometry axis: Y
3. Geometry axis: Z
Further information
A maximum of three geometry axes are used for programming frames and the workpiece
geometry (contour).
The identifiers for geometry and channel axes may be the same, provided a reference is
possible.
Geometry and channel axis names must be the same in all channels. This means that a
program can be executed in any channel.
Fundamentals
2.15 Other information
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 371
 Loading...
Loading...

















