Program code Comment
N5 T1 D1 S2000 M3 ; Loading of tool T1, spindle on with
clockwise direction of rotation.
N10 G0 G90 X11 Z1 ; Absolute dimension input, in rapid tra-
verse to position XZ.
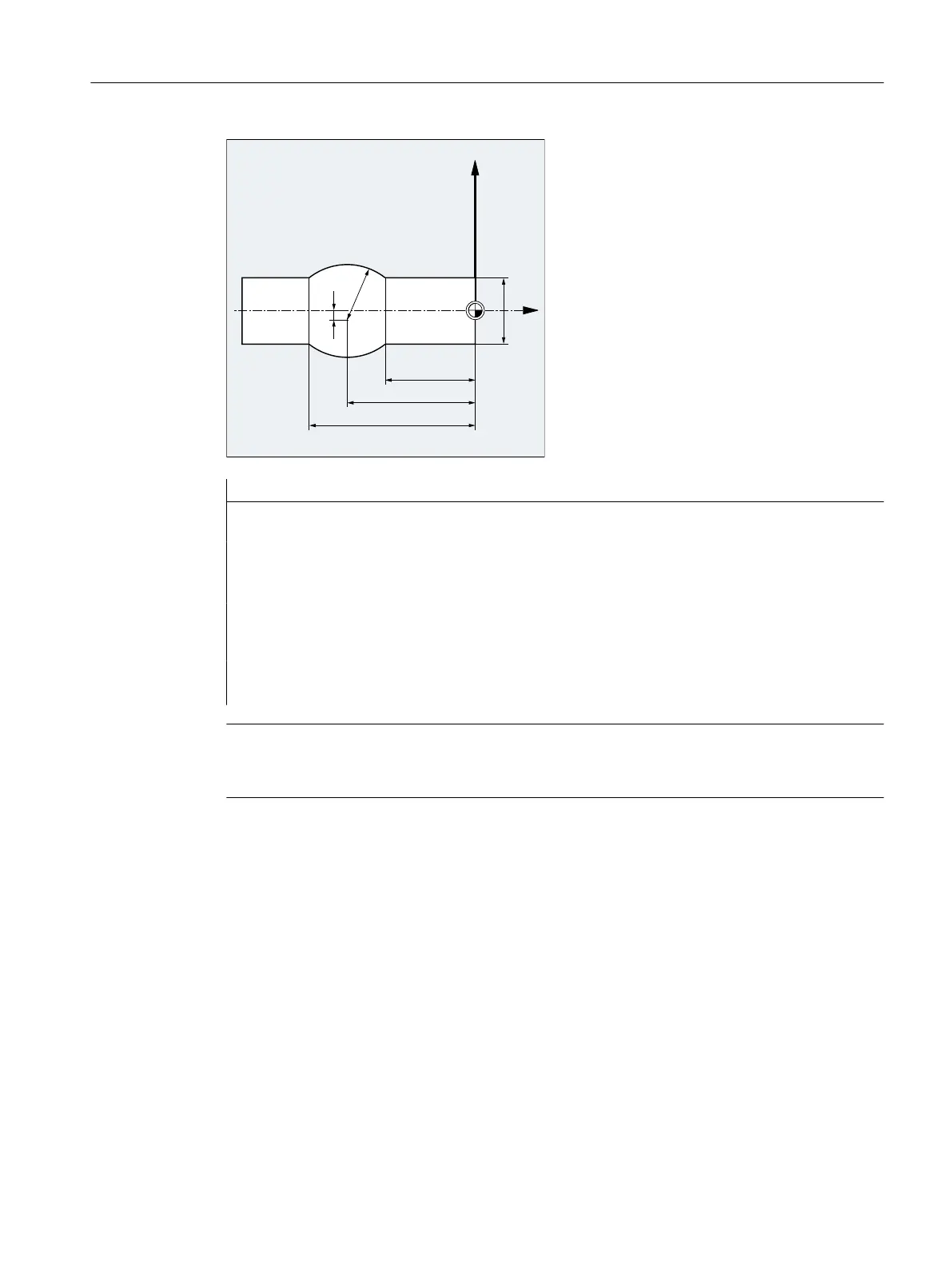
N20 G1 Z-15 F0.2 ; Linear interpolation, feed of the tool.
N30 G3 X11 Z-27 I=AC(-5) K=AC(-21) ; Counter-clockwise circular interpola-
tion, circle end point and circle center
point in absolute dimensions.
N40 G1 Z-40 ; Traverse
N50 M30 ; End of block
Note
For information on the input of the circle center point coordinates I and J, see Section "Circular
interpolation".
See also
Absolute and incremental dimensions for turning and milling (G90/G91) (Page 155)
2.8.4.2 Incremental dimensions (G91, IC)
With incremental dimensions, the position specification refers to the last point approached, i.e.
the programming in incremental dimensions describes by how much the tool is to be traversed.
Modal incremental dimensions
Modal incremental dimensions are activated with the G91 command. Generally it applies to all
axes programmed in subsequent NC blocks.
Non-modal incremental dimensions
Fundamentals
2.8 Geometry settings
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 151
 Loading...
Loading...

















