;
%.6
<
%.6
;
:.6
<
:.6
;
:.6
<
:.6
;
:.6
<
:.6
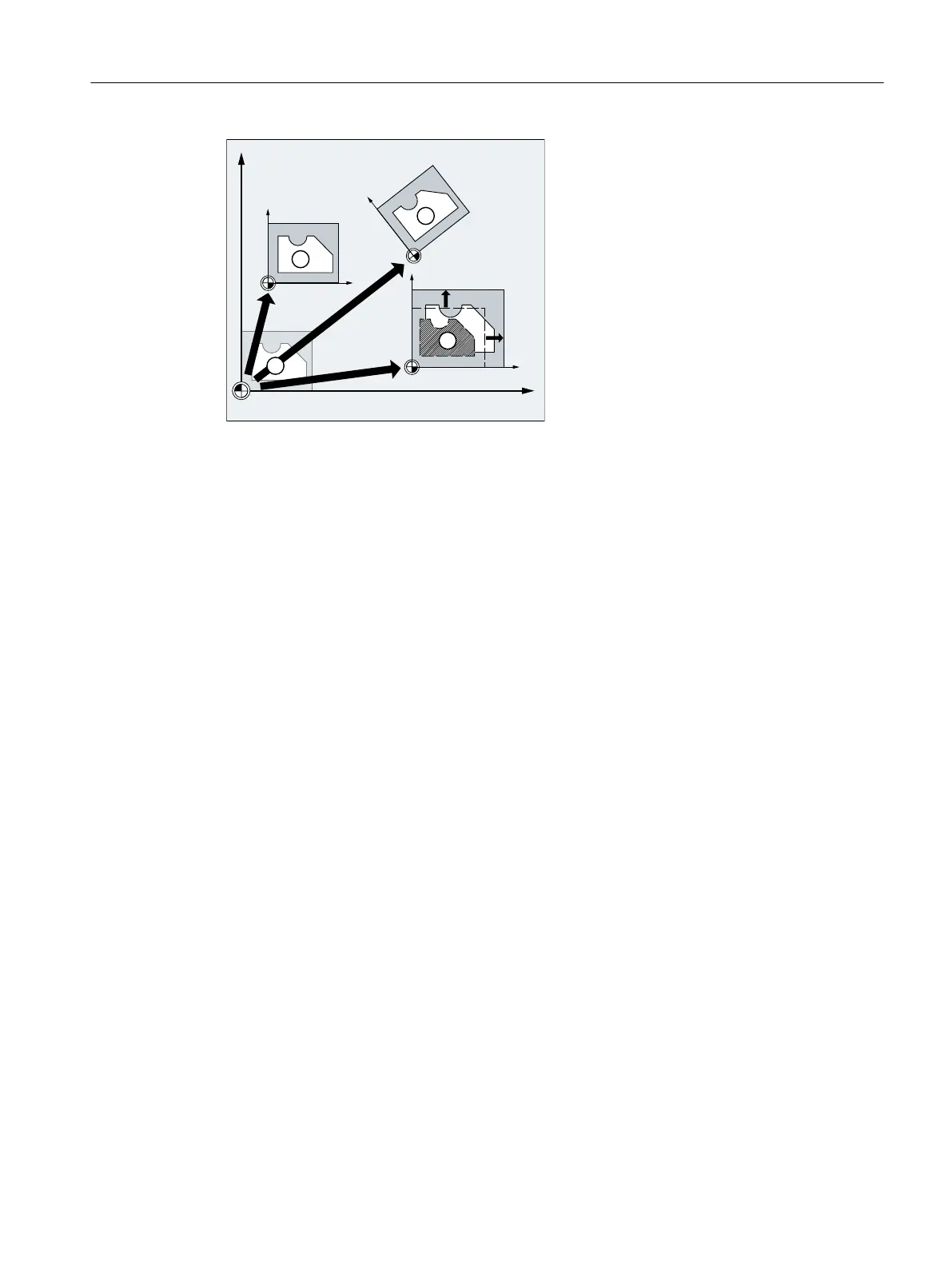
① Initial position in the BCS
② Offset
③ Offset + rotation
④ Offset + scaling
The frame values for the settable work offsets are input from the user interface:
SINUMERIK Operate: "Parameters" > "Work offsets" > "Details" operating area
Parameterized number of parameterizable frames (G505 - G599)
The number of user-specific settable work offsets (G505 - G599) can be set for each specific
channel via:
MD28080 $MC_MM_NUM_USER_FRAMES = <number>
See also
Programmable work offset (G58, G59) (Page 314)
2.8.3 Selection of the working plane (G17/G18/G19)
The specification of the working plane, in which the desired contour is to be machined, also
defines the following functions:
● The plane for tool radius compensation
● The infeed direction for tool length offset depending on the tool type
● The plane for circular interpolation
Fundamentals
2.8 Geometry settings
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 145
 Loading...
Loading...

















