3. Create a machining plan
Define all machining operations step-by-step, e.g.
– Rapid traverse movements for positioning
– Tool change
– Define the machining plane
– Retraction for checking
– Switch spindle, coolant on/off
– Call up tool data
– Feed
– Path correction
– Approaching the contour
– Retraction from the contour
– etc.
4. Compile machining steps in the programming language
– Write each individual step as an NC block (or NC blocks).
5. Combine the individual steps into a program
2.3.2 Available characters
The following characters are available for writing NC programs:
● Uppercase characters:
A, B, C, D, E, F, G, H, I, J, K, L, M, N,(O),P, Q, R, S, T, U, V, W, X, Y, Z
● Lowercase characters:
a, b, c, d, e, f, g, h, i, j, k, l, m, n, o, p, q, r, s, t, u, v, w, x, y, z
● Numbers:
0, 1, 2, 3, 4, 5, 6, 7, 8, 9
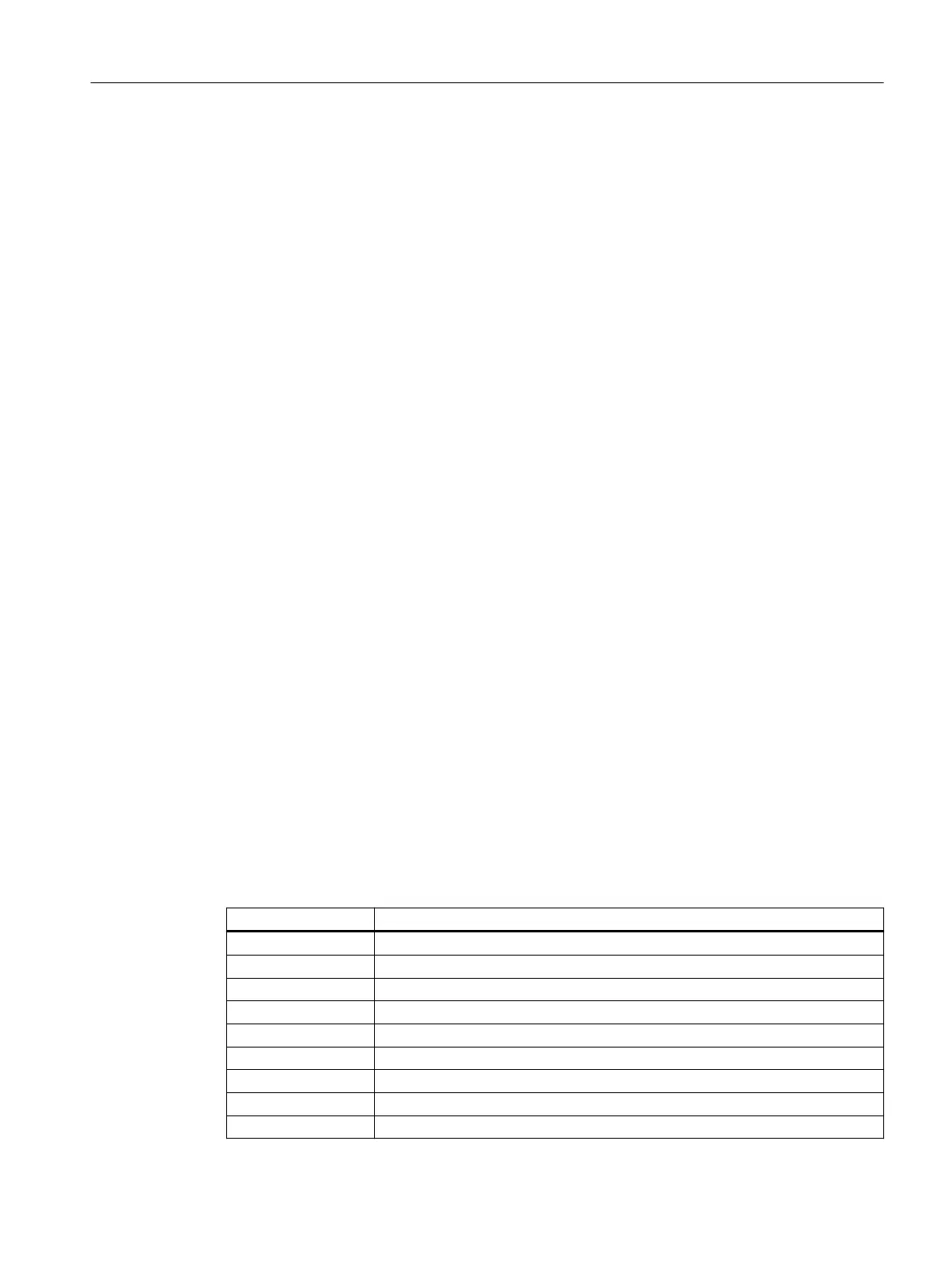
● Special characters:
See the table below.
Special characters Meaning
% Program start character (used only for writing programs on an external PC)
( For bracketing parameters or expressions
) For bracketing parameters or expressions
[ For bracketing addresses or indexes
] For bracketing addresses or indexes
< Less than
> Greater than
: Main block, end of label, chain operator
= Assignment, part of equation
Fundamentals
2.3 Creating an NC program
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 51
 Loading...
Loading...

















