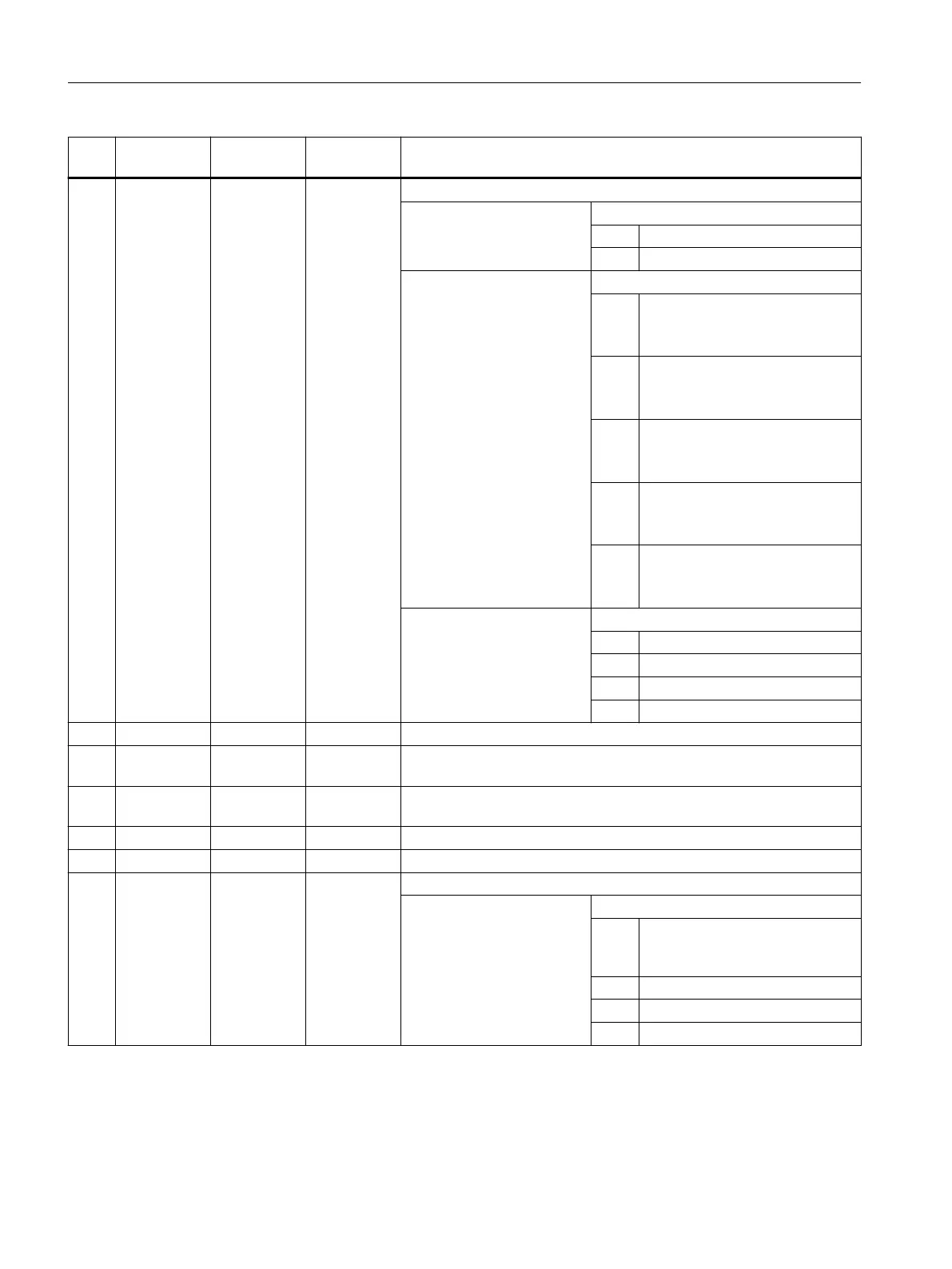
No. Parameter
mask
Parameter
internal
Data type Meaning
5 <_VARI> INT Machining type
UNITS: Form-truing type
1 = Parallel to the axis
2 = Parallel to the contour
TENS: Machining direction
0 = Pulling
Possible with cutting edge posi‐
tions 1 to 4
1 = Pushing
Possible with cutting edge posi‐
tions 1 to 4
2 = Alternating
Possible with cutting edge posi‐
tions 1 to 8
3 = Start → end
Possible with cutting edge posi‐
tions 1 to 8
4 = End → start
Possible with cutting edge posi‐
tions 1 to 8
HUNDREDS: Infeed direction
1 = Infeed X for G18 or Y- for G19
2 = Infeed X+ for G18 or Y+ for G19
3 = Infeed Z- for G18 and for G19
4 = Infeed Z+ for G18 and for G19
6 <_D> REAL Dressing value for form-truing type parallel to the axis
7 <_DX> REAL Dressing value X for G18 or Y for G19 for form-truing type parallel to the
contour
8 <_DZ> REAL Dressing value Z for G18 and G19 for form-truing type parallel to the
contour
9 <S_PA> REAL Form-truing allowance
10 <S_N> INT Number of strokes in the form-truing program
11 <_DMODE> INT Display mode
UNITS: Machining plane G17/G18/G19
0 = Compatibility, the plane effective
before the cycle call remains ac‐
tive
1 = G17 (only active in the cycle)
2 = G18 (only active in the cycle)
3 = G19 (only active in the cycle)
Work preparation
3.25 Programming cycles externally
NC programming
1090 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















