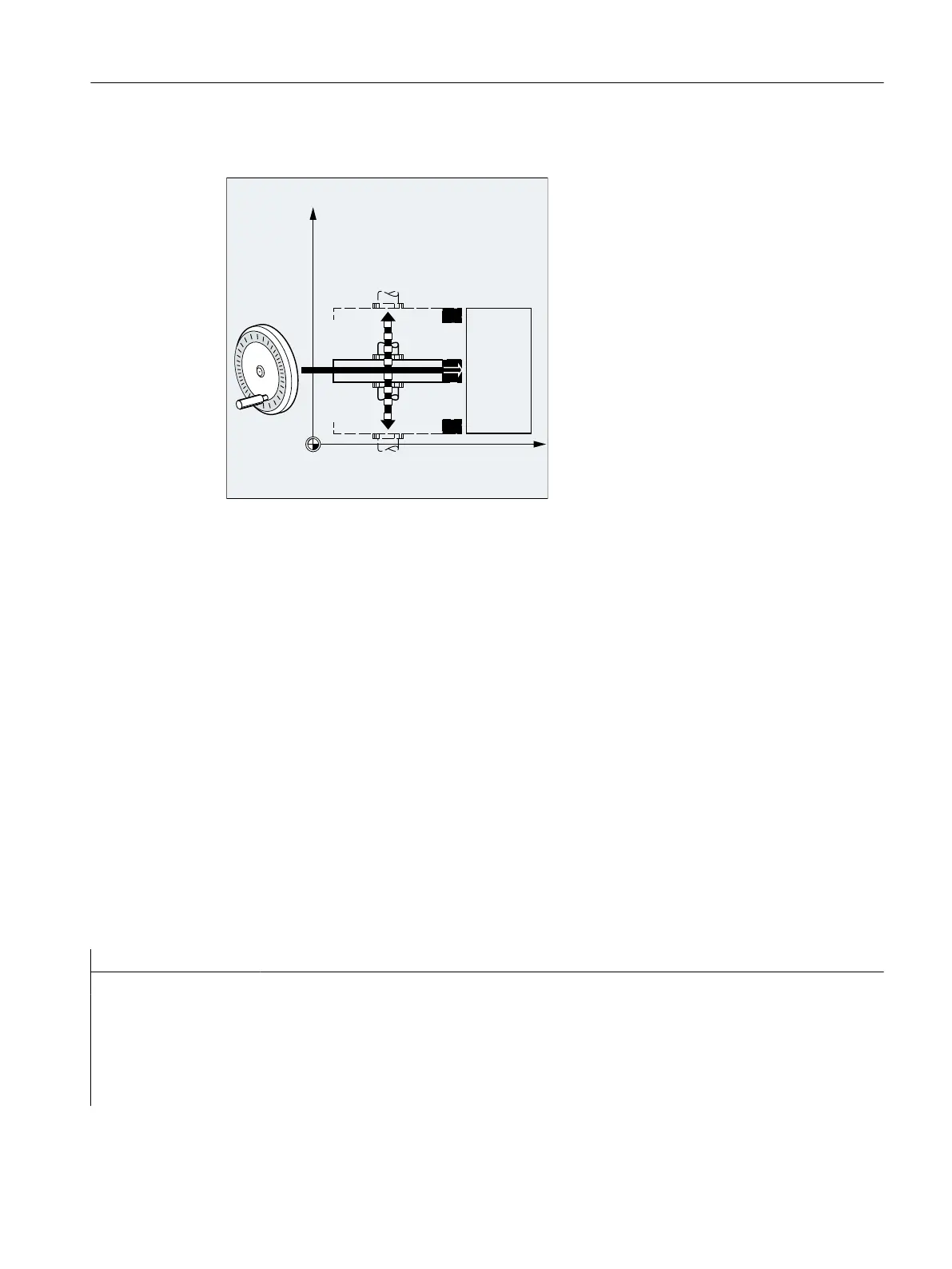
Example
Path definition: The grinding wheel oscillating in the Z direction is traversed to the workpiece in
the X direction with the handwheel.
The operator can continue to feed manually until the sparks are flying uniformly. Activating
"Delete distance-to-go" switches to the next NC block and machining continues in
AUTOMATIC mode.
Further information
Traverse path axes with velocity override (FD=<velocity>)
The following conditions must be met for the part program block in which path velocity override
is programmed:
● Path command G1, G2 or G3 active
● Exact stop G60 active
● Linear feedrate G94 active
Feedrate override
The feedrate override only affects the programmed path velocity and not the velocity
component generated with the handwheel (exception: (except if feed override = 0).
Example:
Program code Description
N10 X… Y… F500 ; Feedrate = 500 mm/min
N20 X… Y… FD=700 ; Feedrate = 700 mm/min and velocity override
with handwheel.
; Acceleration from 500 to 700 mm/min in N20. The handwheel
can be used to vary the speed dependent on the direction of rotation between 0
and the maximum value (machine data).
Fundamentals
2.7 Feed control
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 129
 Loading...
Loading...

















