AR: Opening angle
TURN= : Number of additional circular passes in the range from 0 to 999
AP= : Polar angle
RP= : Polar radius
Note
G2 and G3 are modal.
The circular motion is performed in those axes that are defined by the specification of the
working plane.
Example
Program code Comment
N10 G17 G0 X27.5 Y32.99 Z3 ; Approach the starting posi-
tion.
N20 G1 Z-5 F50 ; Feed of the tool.
N30 G3 X20 Y5 Z-20 I=AC(20) J=AC(20) TURN=2 ; Helix with the specifica-
tions: Execute two full cir-
cles after the starting posi-
tion, then travel to end
point.
N40 M30 ; End of program
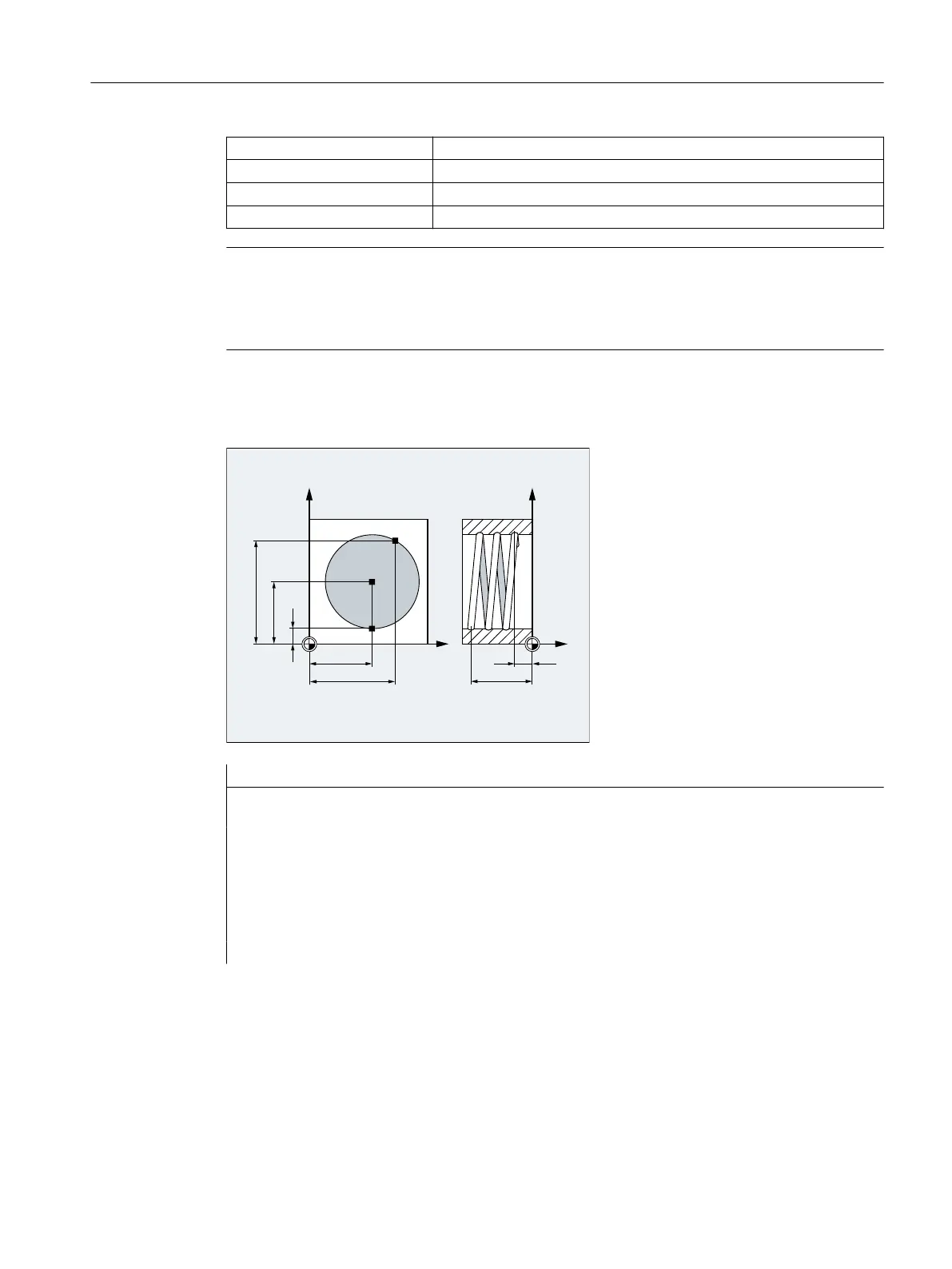
Additional information
Motion sequence
1. Approach starting point
2. Execute the full circles programmed with TURN=.
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 205
 Loading...
Loading...

















