parameters in the center point programming must be programmed with IR=..., JR=... and
KR=....
IR=...: Cartesian coordinate for the circle center point in the X direction
JR=...: Cartesian coordinate for the circle center point in the Y direction
KR=...: Cartesian coordinate for the circle center point in the Z direction
Note
IR, JR and KR are the default values of the interpolation parameter names for a convex thread
that can be set via machine data (MD10651 $MN_IPO_PARAM_THREAD_NAME_TAB).
Differences to the default values must be taken from the specifications of the machine
manufacturer.
Optionally, a starting point offset SF can also be specified (see "Thread cutting with constant
lead (G33, SF) (Page 221)").
Syntax
The syntax for the programming of a convex thread therefore has the following general form:
G335/G336 <axis target point coordinate(s)> <pitch> <arc> [<starting
point offset>]
Examples
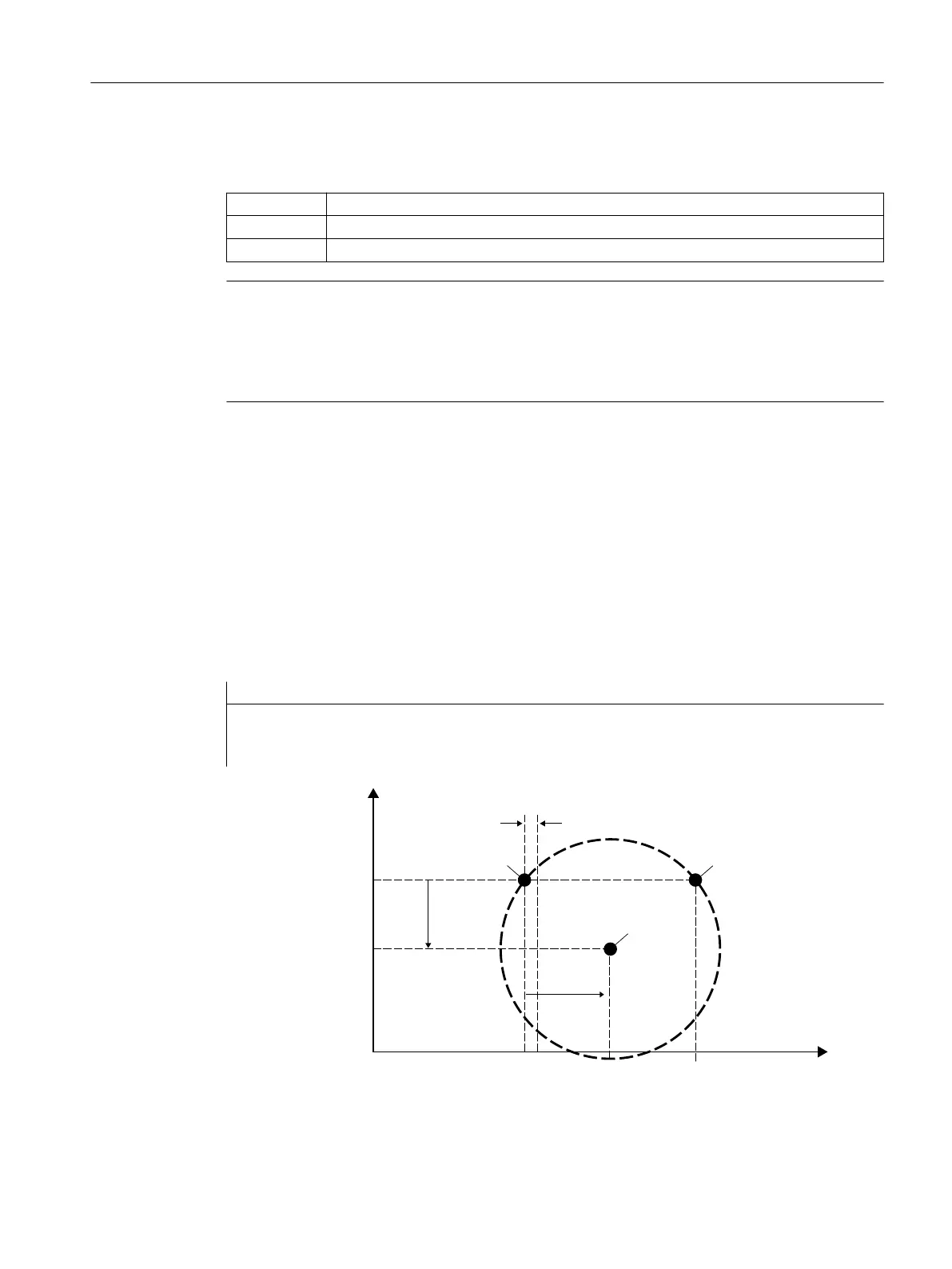
Example 1: Convex thread in the clockwise direction with end and center point programming
Program code Comment
N5 G0 G18 X50 Z50 ; Approach starting point.
N10 G335 Z100 K=3.5 KR=25 IR=-20 SF=90 ; Turn convex thread in the clock-
wise direction.
6WDUWLQJSRLQW(QGSRLQW
&HQWHUSRLQW
[
]
.5
.
,5
Figure 2-7 Convex thread in the clockwise direction with end and center point programming
Fundamentals
2.9 Motion commands
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 235
 Loading...
Loading...

















