From this information, the control detects the plane and therefore the axis directions in which
it is corrected.
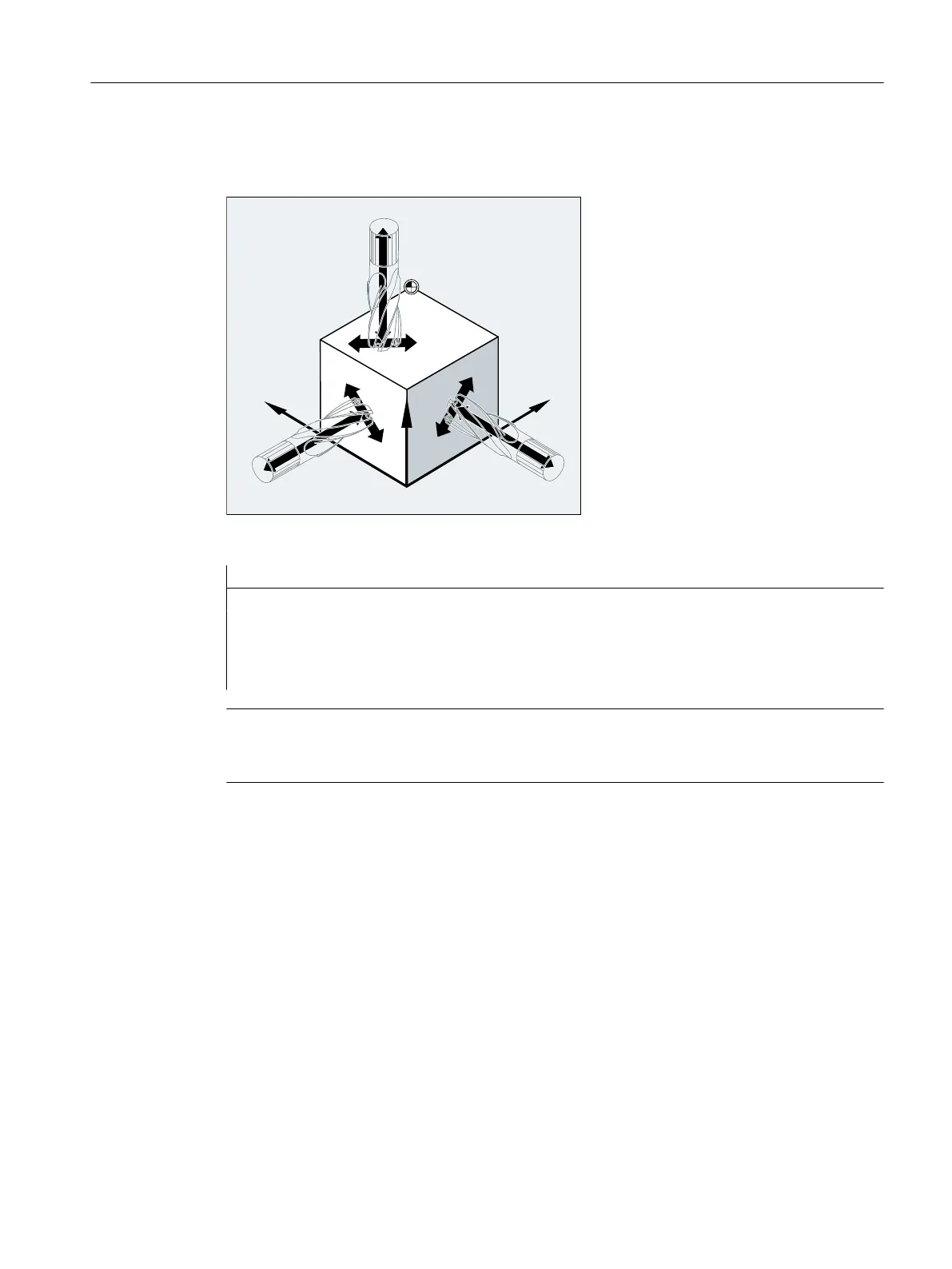
/HQJWK
/HQJWK
5DGLXV
5DGLXV
5DGLXV
=
;
<
Example: Milling tool
Program code Comment
...
N10 G17 G41 … ; The tool radius compensation is performed in the X/Y
plane, the tool length compensation is performed in the Z
direction.
...
Note
On 2-axis machines, tool radius compensation is only possible in "real" planes, usually
with G18.
Tool length compensation
The wear parameter assigned to the diameter axis on tool selection can be defined as the
diameter value using an MD. This assignment is not automatically altered when the plane is
subsequently changed. To do this, the tool must be selected again after the plane change.
Turning:
Fundamentals
2.10 Tool radius compensation
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 257
 Loading...
Loading...

















