Further information
Contour tools
● Enabling
Tool radius compensation for contour tools is enabled on a channel-specific basis using:
MD28290 $MC_MM_SHAPED_TOOLS_ENABLE
● Tool type
Contour tool types are defined on a channel-specific basis using:
MD20370 $MC_SHAPED_TOOL_TYPE_NO
● Cutting edge
A number of cutting edges (D numbers) can be assigned to each contour tool in any
sequence. The maximum number of cutting edges per tool is parameterized using:
MD18106 $MN_MM_MAX_CUTTING_EDGE_PERTOOL
The first cutting edge of a contour tool is the cutting edge, which is selected when activating
the tool. If, e.g. in a program, using the commands T3 D5, the fifth cutting edge (D5) of the
third tool (T3) is activated, then D5 and the following cutting edges define with one part, or
altogether, the contour tool. The cutting edges located before D5 are ignored.
2½ D tool radius compensation without rotating the correction plane (CUT2D, CUT2DD)
If a frame that contains a rotation is programmed, then for CUT2D or CUT2DD, the plane in which
the tool radius compensation (correction plane) takes place is not rotated at the same time. The
tool radius compensation is taken into account, referred to the non rotated machining plane
(G17, G18, G19). The tool length compensation acts relative to the correction plane.
For machining inclined surfaces, the tool offsets must be appropriately defined or calculated
based on the functions for "Tool length compensation for tools that can be orientated".
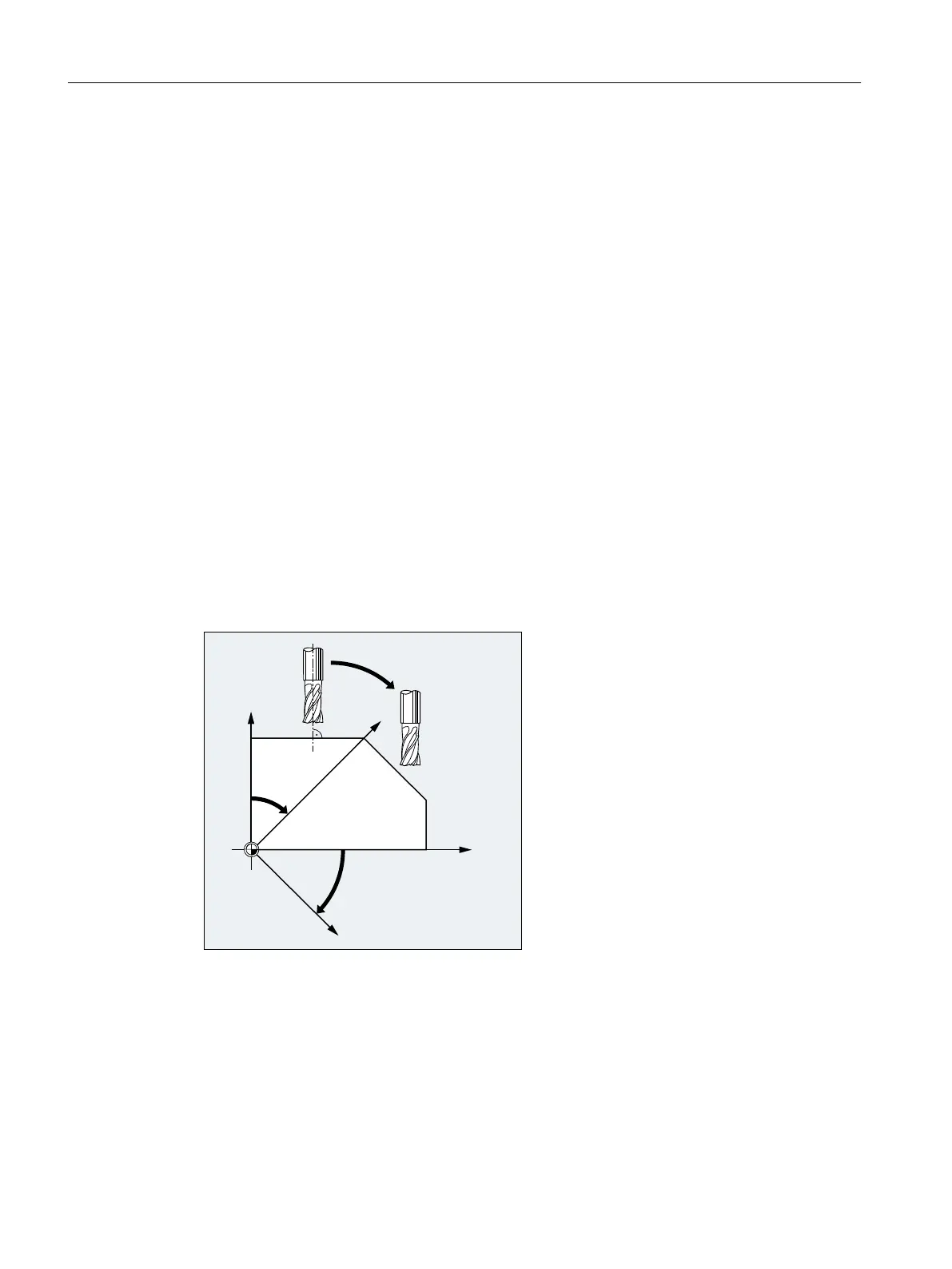
2½ D tool radius compensation with rotation of the compensation plane (CUT2DF, CUT2DFD)
If a frame is programmed that contains a rotation, then for CUT2DF or CUT2DFD, the plane in
which the tool radius compensation takes place (correction plane) is also rotated. The tool
radius compensation is taken into account, referred to the rotated machining plane (G17, G18,
G19). However, the tool length compensation still acts relative to the non-rotated machining
plane.
Fundamentals
2.10 Tool radius compensation
NC programming
288 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















