Examples
Example 1: Milling
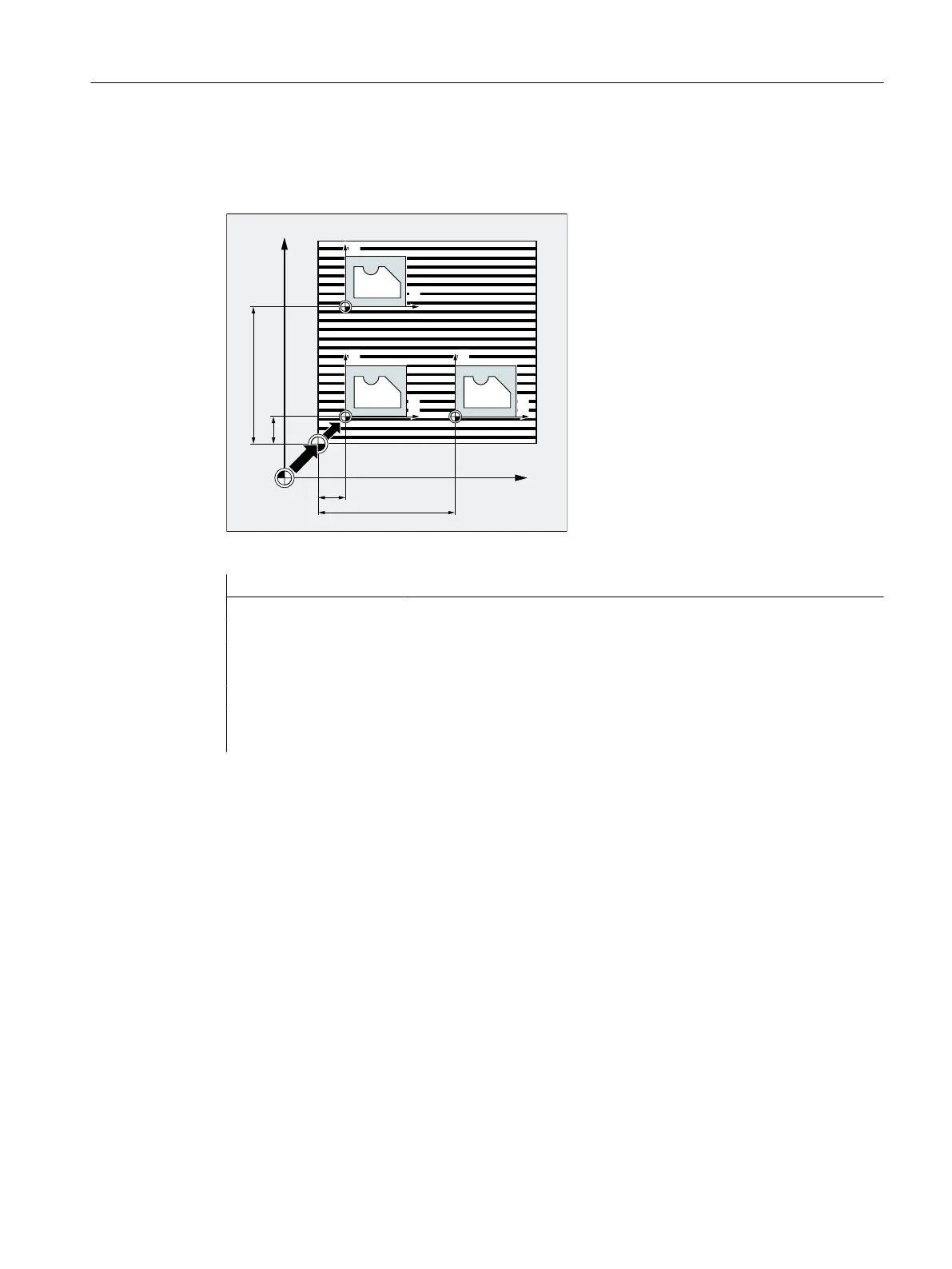
With this workpiece, the shapes
shown recur in a program.
The machining sequence for this
shape is stored in a subprogram.
Zero offset is used to set the work‐
piece zeros required in each case
and then call the subprogram.
Program code Comment
N10 G1 G54 ; Working plane X/Y, workpiece zero
N20 G0 X0 Y0 Z2 ; Approach starting point
N30 TRANS X10 Y10 ; Absolute offset
N40 L10 ; Subprogram call
N50 TRANS X50 Y10 ; Absolute offset
N60 L10 ; Subprogram call
N70 M30 ; End of program
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 311
 Loading...
Loading...

















