RPL: Rotation around the geometry axis perpendicular to the active plane (G17, G18,
G19) by the specified angle
Reference
frame:
Programmable frame $P_PFRAME
Reference point: Zero point of the current workpiece coordinate system set
with G54 ... G57, G505 ... G599
<Angle> Angle specification in degrees.
Value range: -360° ≤ angle ≤ 360°
Examples
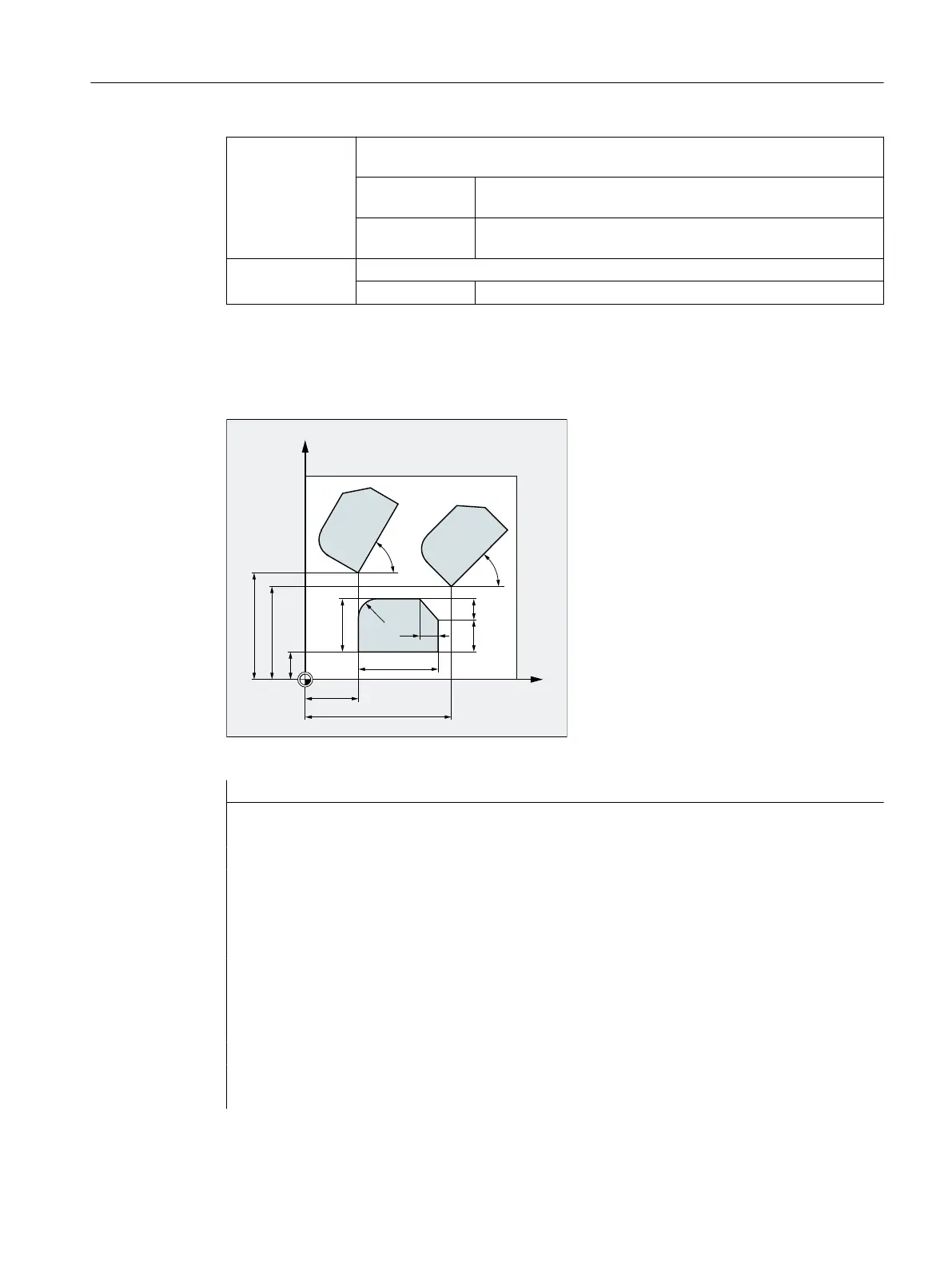
Example 1: Rotation in the G17 plane
5
r
r
<
;
With this workpiece, the shapes
shown recur in a program. In addition
to the work offset, rotations have to
be performed, as the shapes are not
arranged paraxially.
Program code Comment
N10 G17 G54 ; Working plane X/Y, workpiece zero
N20 TRANS X20 Y10 ; Absolute offset
N30 L10 ; Subprogram call
N40 TRANS X55 Y35 ; Absolute offset
N50 AROT RPL=45 ; Additive rotation around the Z axis perpendicular
to the G17 plane through 45°
N60 L10 ; Subprogram call
N70 TRANS X20 Y40 ; Absolute offset
(resets all previous offsets)
N80 AROT RPL=60 ; Additive rotation around the Z axis perpendicular
; to the G17 plane through 60°
N90 L10 ; Subprogram call
N100 G0 X100 Y100 ; Retraction
N110 M30 ; End of program
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 317
 Loading...
Loading...

















