Tool radius compensation
Note
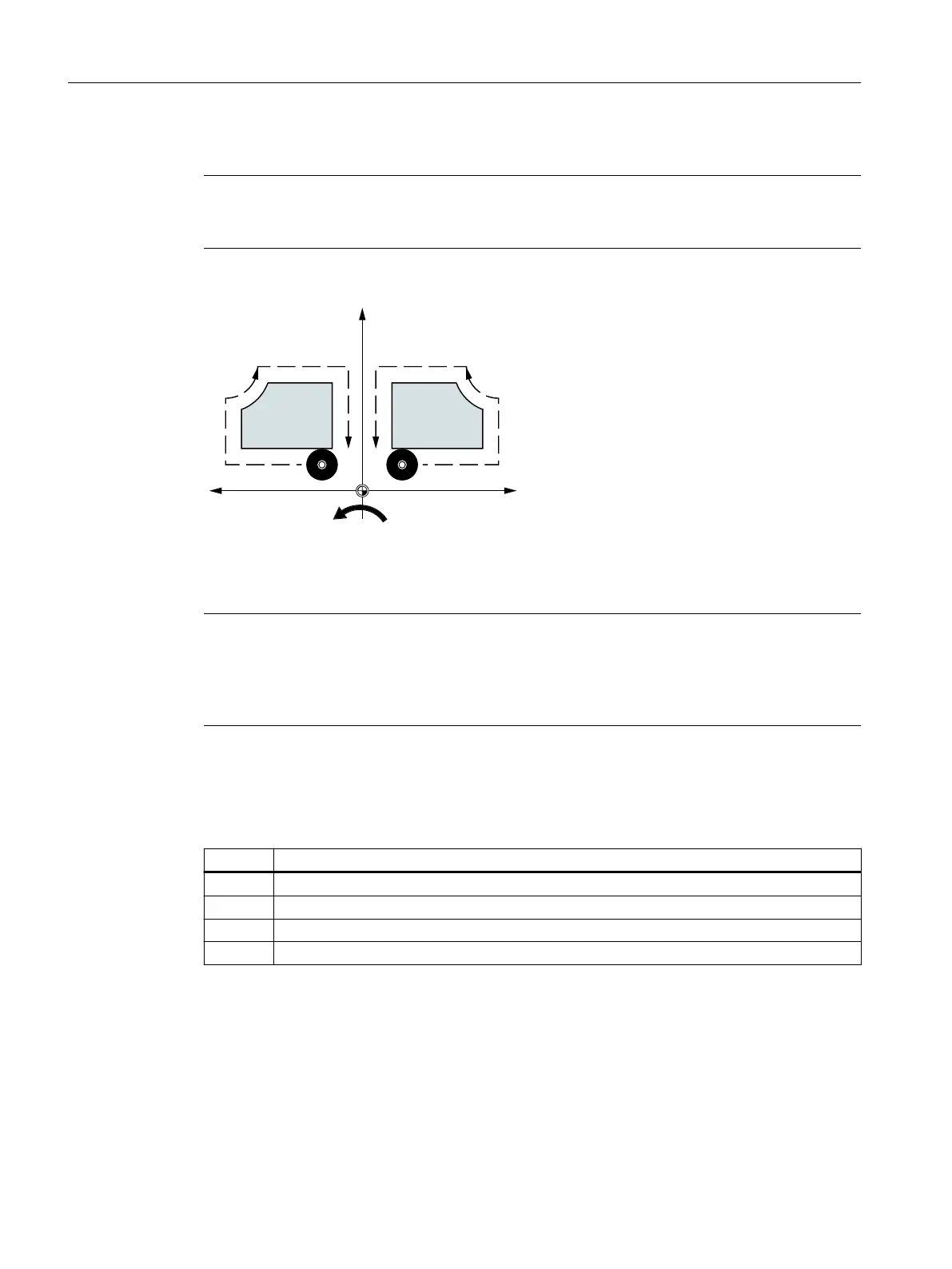
The mirror command causes the control to automatically change the path compensation
commands (G41/G42 or G42/G41) according to the new machining direction.
The same applies to the direction of circle rotation (G2/G3 or G3/G2).
Note
If you program an additive rotation with AROT after MIRROR, you may have to work with
reversed directions of rotation (positive/negative or negative/positive). Mirrors on the geometry
axes are converted automatically by the control into rotations and, where appropriate, mirrors
on the mirror axis specified in the machine data. This also applies to settable zero offsets.
Mirror axis
The axis to be mirrored can be set in machine data:
MD10610 $MN_MIRROR_REF_AX = <value>
Value Meaning
0 Mirroring is performed around the programmed axis (negation of values).
1 The reference axis is the X axis.
2 The reference axis is the Y axis.
3 The reference axis is the Z axis.
Interpreting the programmed values
Machine data is used to specify how the programmed values are to be interpreted:
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
332 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















