Program code Comment
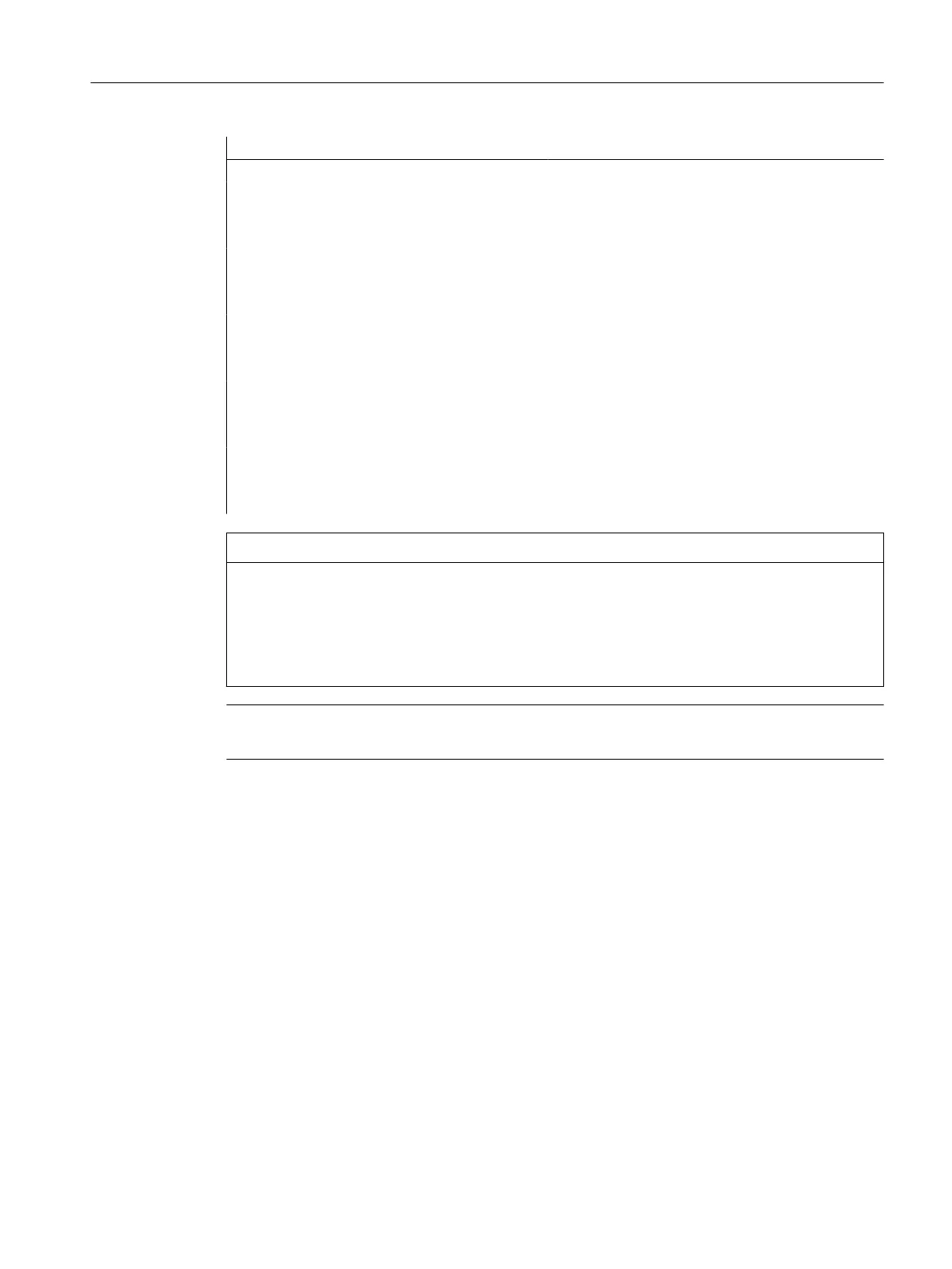
; Machine axis assignment, channel 1:
$MC_AXCONF_MACHAX_USED[0]=1
$MC_AXCONF_MACHAX_USED[1]=2
$MC_AXCONF_MACHAX_USED[2]=3
CHANDATA(2)
; Machine axis assignment, channel 2:
$MC_AXCONF_MACHAX_USED[0]=4
$MC_AXCONF_MACHAX_USED[1]=5
CHANDATA(1)
; Axial machine data:
; Exact stop window coarse:
$MA_STOP_LIMIT_COARSE[AX1]=0.2 ; Axis 1
$MA_STOP_LIMIT_COARSE[AX2]=0.2 ; Axis 2
; Exact stop window fine:
$MA_STOP_LIMIT_FINE[AX1]=0.01 ; Axis 1
$MA_STOP_LIMIT_FINE[AX1]=0.01 ; Axis 2
NOTICE
CHANDATA statement
In the part program, the CHANDATA statement may only be set for that channel in which the NC
program is executed. This means the statement can be used to protect NC programs so that
they are not executed in the wrong channel.
Program processing is aborted if an error occurs.
Note
INI files in job lists do not contain any CHANDATA statements.
Save initialization program (COMPLETE, INITIAL)
The files of the working memory can be saved on an external PC and then read in again from
there.
● The files are saved with COMPLETE.
● INITIAL is used to create an INI file (_N_INITIAL_INI) over all areas.
Work preparation
3.4 File and Program Management
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 563
 Loading...
Loading...

















