Program code 2 (different weights)
N10 G1 X0 Y0 F300 G64
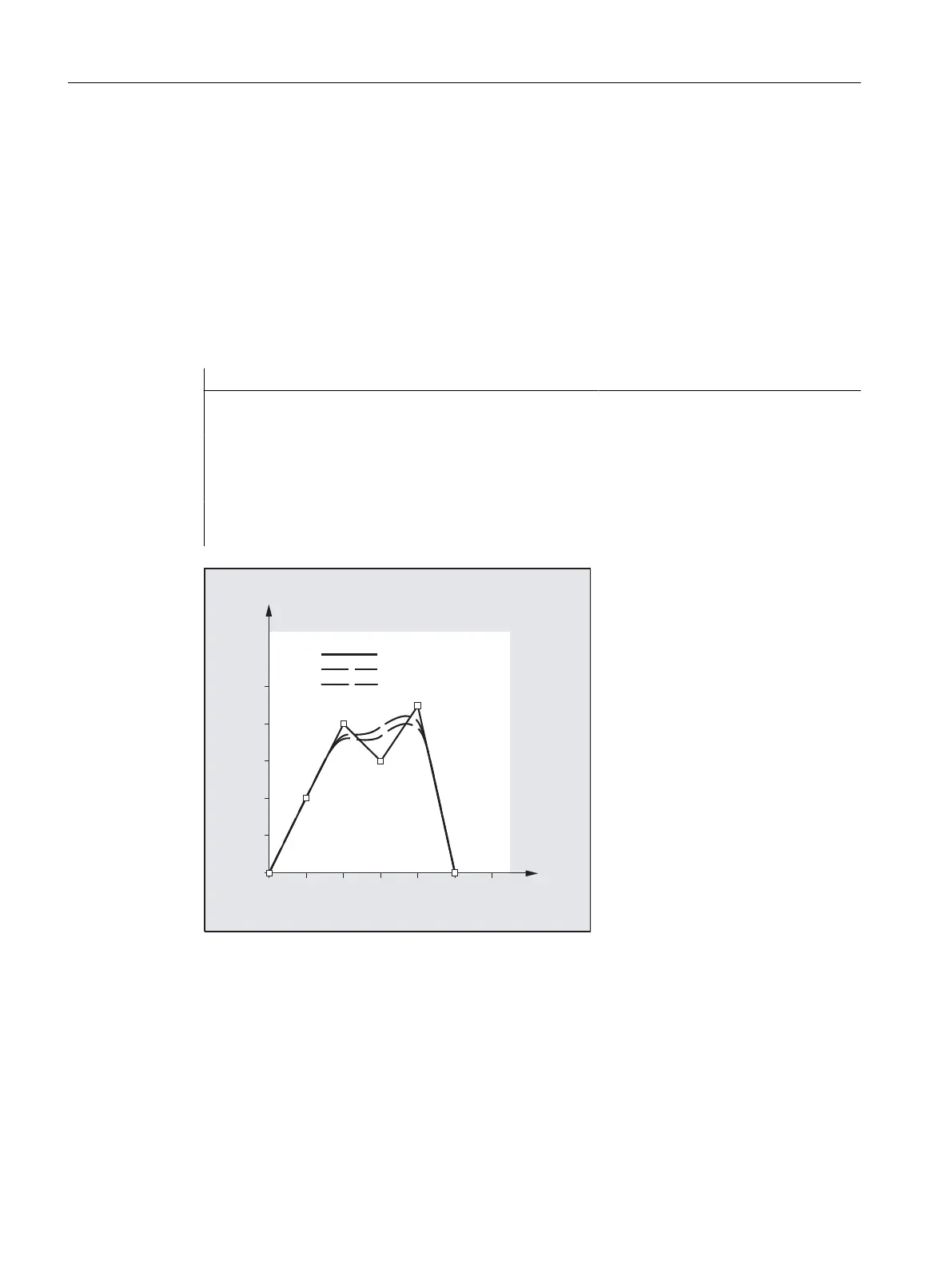
N20 BSPLINE
N30 X10 Y20 PW=2
N40 X20 Y40
N50 X30 Y30 PW=0.5
N60 X40 Y45
N70 X50 Y0
Program code 3 (check polygon) Comment
N10 G1 X0 Y0 F300 G64
N20 ; n.a.
N30 X10 Y20
N40 X20 Y40
N50 X30 Y30
N60 X40 Y45
N70 X50 Y0
Different weights
All weights 1
Check polygon
50
40
30
20
10
605040302010
Y
X
Example 2: C spline, zero curvature at the start and at the end
Program code
N10 G1 X0 Y0 F300
N15 X10
N20 BNAT ENAT
N30 CSPLINE X20 Y10
Work preparation
3.7 Special motion commands
NC programming
596 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















