Additional information
Adapter transformation/toolholder with orientation capability/kinematic transformation
Any rotations and component exchanges initiated by the adapter transformation, toolholder
with orientation capability and kinematic transformation, are part of the tool environment. They
are thus always performed, even if the corresponding length component is not supposed to be
included. If this is undesirable, tool environments must be defined, in which the corresponding
transformations are not active. In many cases (i.e. any time a transformation or toolholder with
orientation capability is not used on a machine), the data sets stored for the tool environments
automatically fulfill these conditions, with the result that the user does not need to make special
provision.
Turning and grinding tools: Calculating the tool length depending on MD20360
$MC_TOOL_PARAMETER_DEF_MASK
The following machine data defines how the wear and tool length are to be evaluated if a
diameter axis is used for turning and grinding tools.
MD20360 $MC_TOOL_PARAMETER_DEF_MASK (definition of tool parameters).
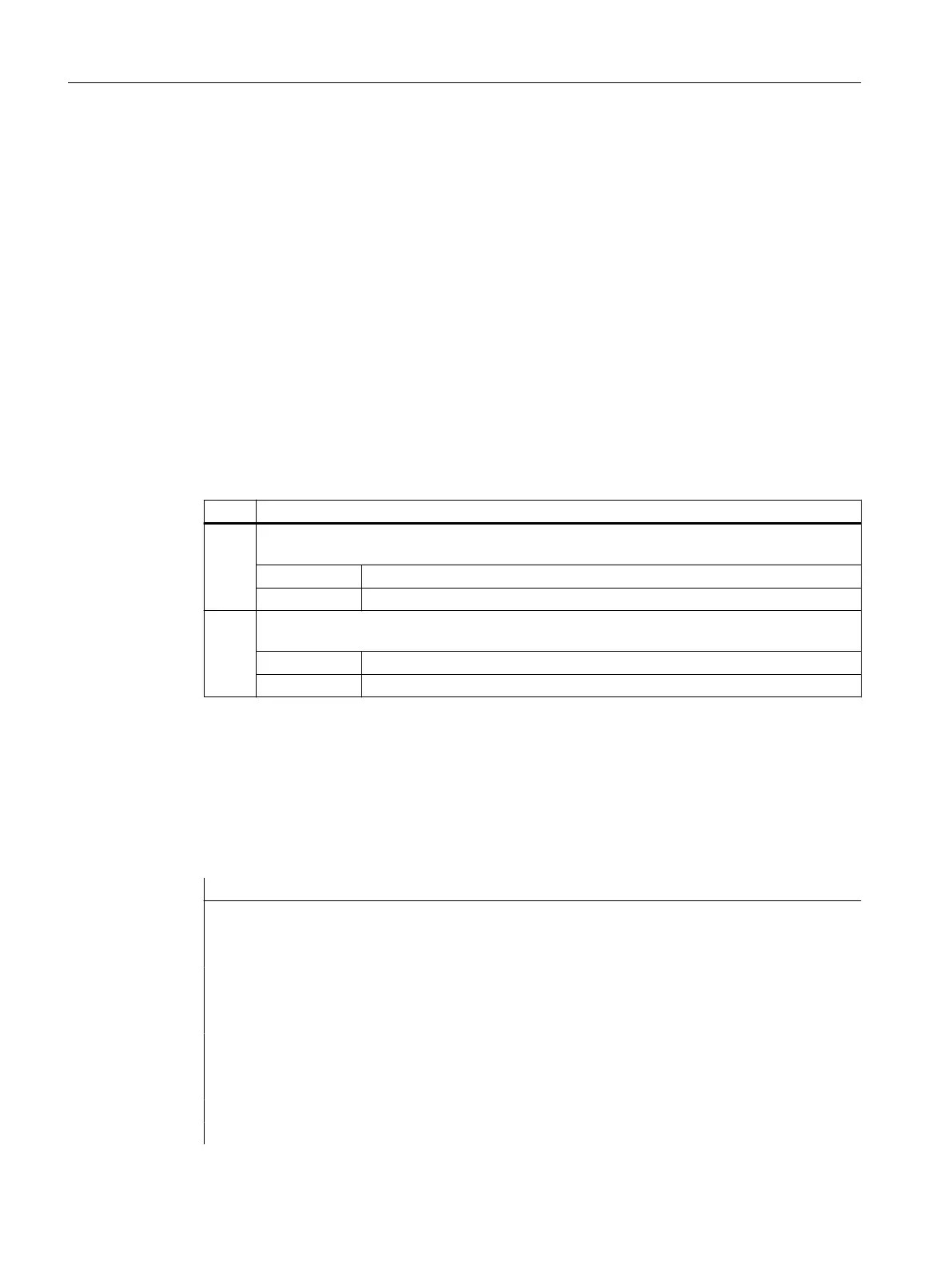
Bit Value
0
For turning and grinding tools, the wear parameter of the transverse axis is taken into account
as the diameter value:
= 0 (default) No
= 1 Yes
1 For turning and grinding tools, the tool length component of the transverse axis is taken into
account as the diameter value:
= 0 (default) No
= 1 Yes
If the bits involved are set, the associated entry is weighted with a factor of 0.5. This weighting
is reflected in the tool length returned by GETTCOR.
Example:
MD20360 $MC_TOOL_PARAMETER_DEF_MASK = 3
MD20100 $MC_DIAMETER_AX_DEF (geometry axis with transverse axis function) = "X"
X is diameter axis (standard turning machine configuration)
Program code Comment
N30 $TC_DP1[1,1]=500
N40 $TC_DP2[1,1]=2
N50 $TC_DP3[1,1]=3.0 ; geometry L1
N60 $TC_DP4[1,1]=4.0
N70 $TC_DP5[1,1]=5.0
N80 $TC_DP12[1,1]=12.0 ; wear L1
N90 $TC_DP13[1,1]=13.0
N100 $TC_DP14[1,1]=14.0
N110 T1 D1 G18
N120 R1=GETTCOR(_LEN,"GW")
N130 R3=_LEN[2] ; 17.0 (= 4.0 + 13.0)
Work preparation
3.13 Tool offsets
NC programming
816 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















