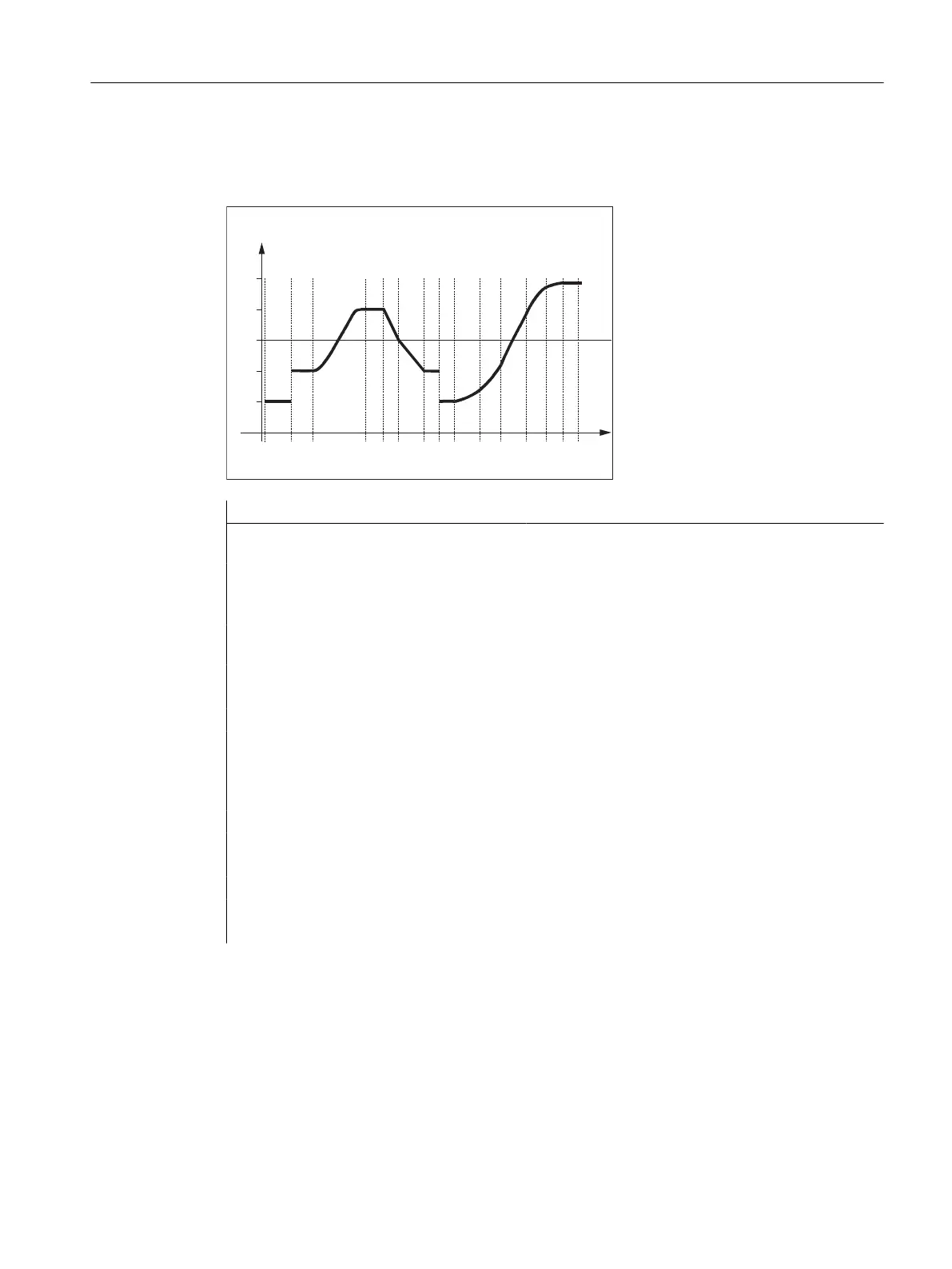
Example: Various feed profiles
This example shows you the programming and graphic representation of various feed profiles.
5000
4000
3000
2000
1000
N
1
N
2
N
3
N
4
N
5
N
6
N
7
N
8
N
9
N
10
N
11
N
12
N
13
N
14
N
15
Feed
Path
Program code Comment
N1 F1000 FNORM G1 X8 G91 G64 ; Constant feedrate profile, incremental di-
mension data
N2 F2000 X7 ; Setpoint velocity step change
N3 F=FPO(4000, 6000, -4000) ; Feed profile via polynomial with feed 4000
at the end of the block
N4 X6 ; Polynomial feedrate 4000 is valid as modal
value
N5 F3000 FLIN X5 ; Linear feedrate profile
N6 F2000 X8 ; Linear feedrate profile
N7 X5 ; Linear feedrate is valid as modal value
N8 F1000 FNORM X5 ; Constant feedrate profile with acceleration
step change
N9 F1400 FCUB X8 ; All of the following F values programmed in
blocks are connected with splines
N10 F2200 X6
N11 F3900 X7
N12 F4600 X7
N13 F4900 X5 ; Switch-out spline profile
N14 FNORM X5
N15 X20
Further information
FNORM
The feed address F defines the path feedrate as a constant value according to DIN 66025.
Work preparation
3.14 Path traversing behavior
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 835
 Loading...
Loading...

















