4
03.04 Machine Operating Area
4.4 JOG mode
4
Ó Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operator's Guide HMI Advanced (BAD) – 03.04 Edition 4-131
X
+
3. Move the axis up to the workpiece, enter the chosen setpoint
position (e.g. "0") and press the "Input" key. The offset is then
calculated.
Repeat the process for other axes.
OK
4. Press "OK" to transfer all values to the selected WO. The offset is
always calculated in relation to the current work (WCS).
Basic ZO
5. Press the softkey "Basic ZO" to select the values for the basic
frame (G500 is automatically displayed in the "Zero offset" field)
or
enter G500 in the field "Zero offset".
6. To ensure that allowance is made in the tool geometry (or the tool
base dimension), position the cursor in the "Geometry + Wear"
column on the axis to be altered and press the "Toggle key" to
define how the tool offset must be included in the calculation.
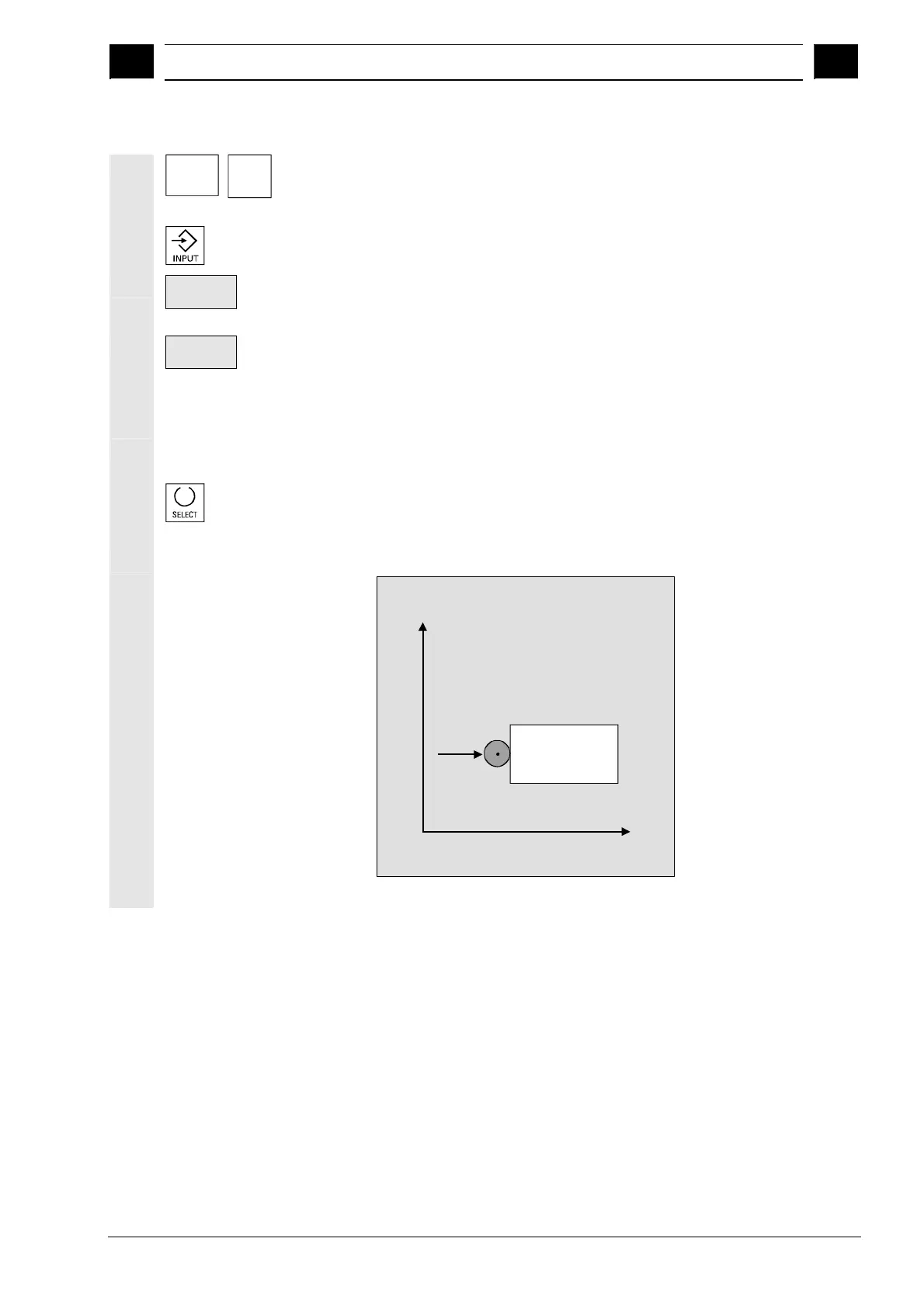
Example 1
Y
X
Approach
direction
Set "+R" with toggle key.