Welding operation
50 Operating Instructions Soyer Bolzenschweißtechnik
14.2 Notes on checking the quality of the weld
If the SOYER® stud welding equipment is handled correctly and the correct ma-
terials are selected, the strength of the welding joint (welding zone) is always
higher than the strength of the stud or the base material.
In practice, the following production control tests have proved successful:
• Visual inspection
• Bend test
For further information, see standard:
DIN EN ISO 14555 Arc stud welding of metallic materials or Technical Bulletin
DVS 0904 Instruction for practice - Arc stud welding.
14.2.1 Visual inspection
The visual inspection serves as a rough check for major defects. The uniformity
of the weld is assessed.
The following table serves as an aid for the assessment of the welding result:
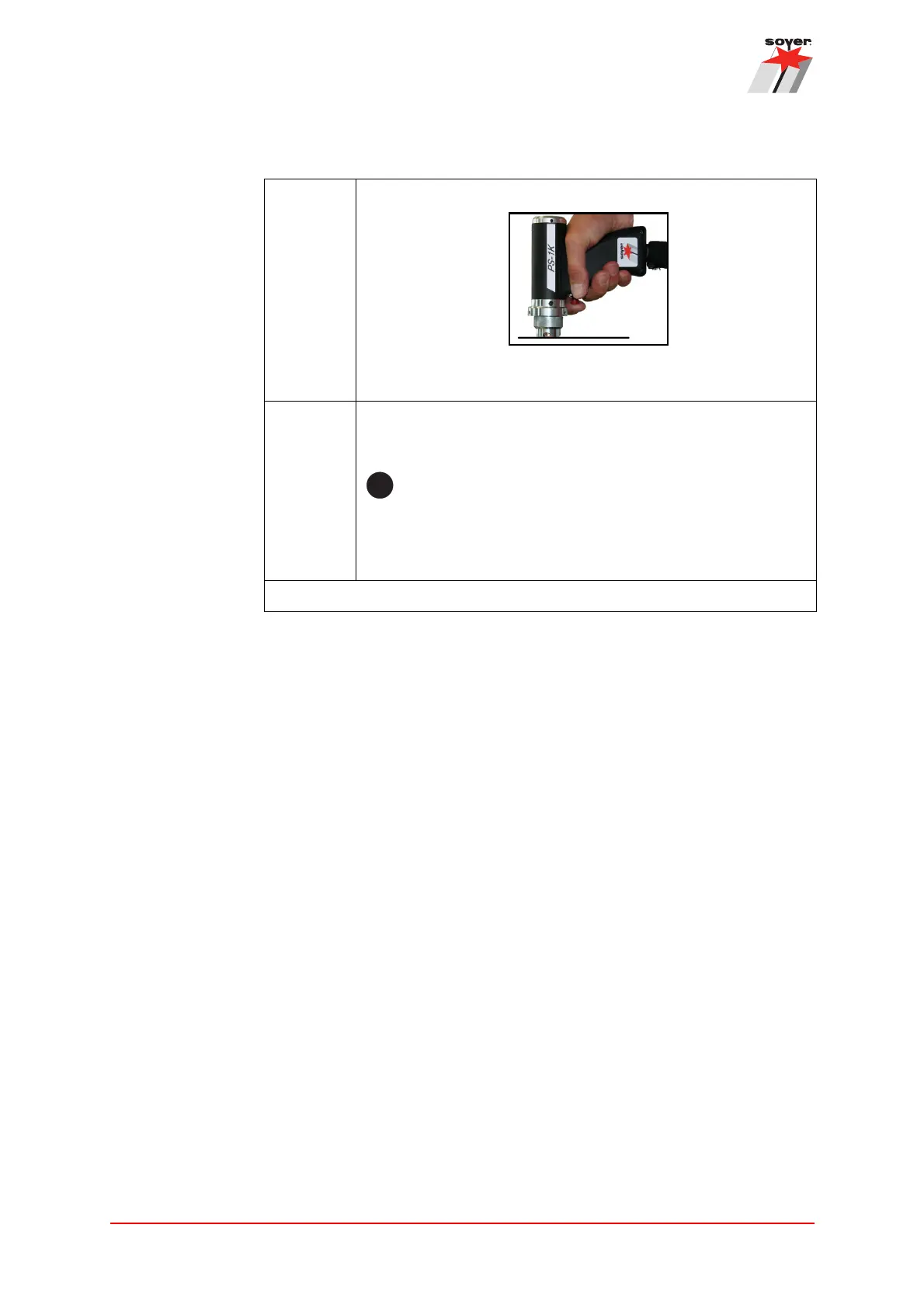
Step 6: Press the gun onto the workpiece at an angle of 90 degrees.
When using a contact gun, press it firmly against the spring
force.
Step 7: Push the release button of the gun.
Welding is carried out.
During the welding process, hold the gun steadily and
only remove it vertically from the welded stud after the
welding process is finished. By doing so, widening or
damaging the stud chuck is avoided.
The welding process is finished.
Carrying out welding