Cut Back: F6 pierce at current position, then cut to pause position by shortest path, choose the operation,
please choose path to avoid wrong cutting.
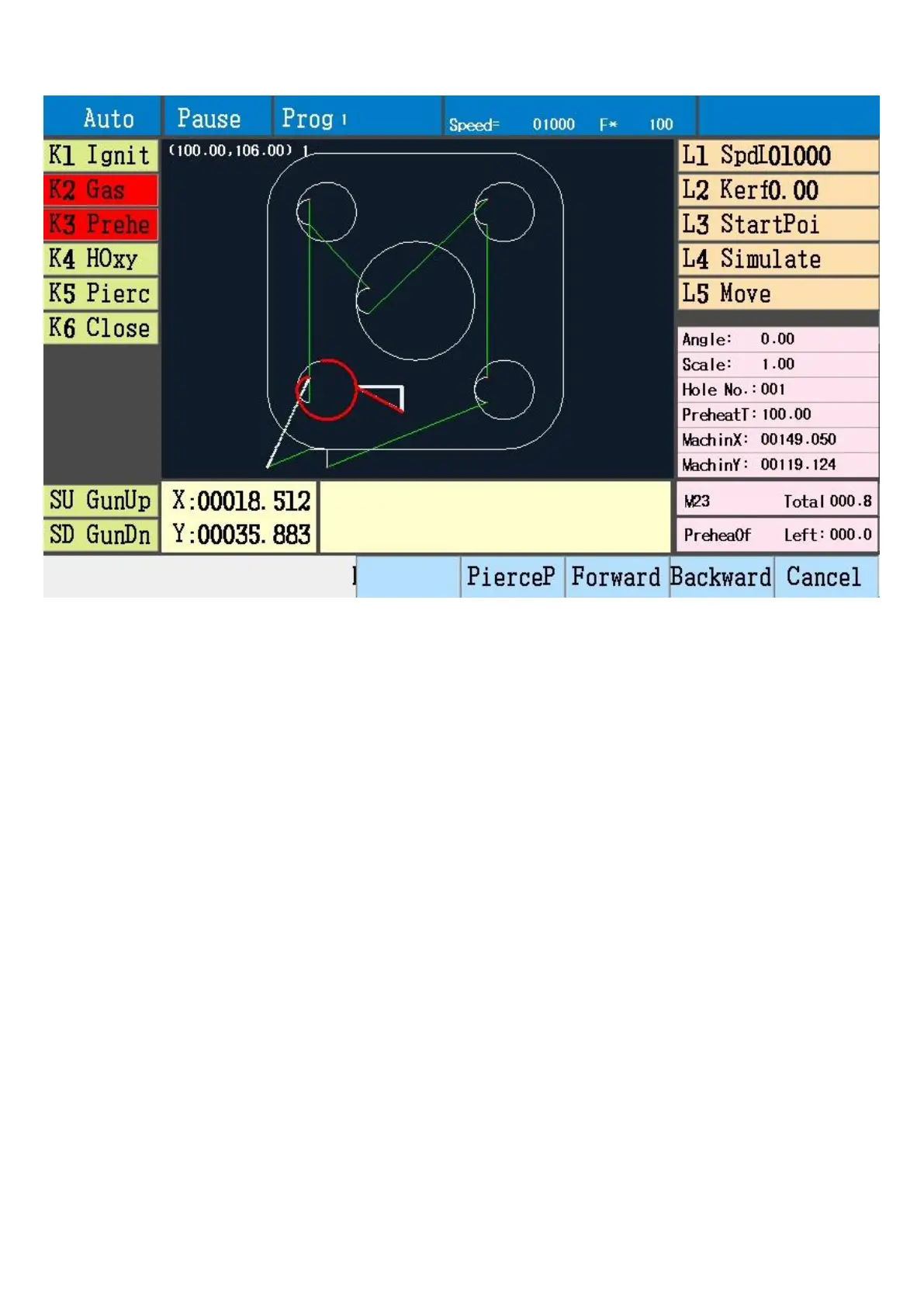
Move Part: F7 pierce at current position then cut the left parts.
When plate and parts have enough space, or near plate edge, choose “cutting back” , better smoothness of
break point.
Note: pierce in flame mode, controller finishes different tasks according current output state.
1, gas, preheat oxygen, cutting oxygen all close, execute complete M07, then cut left parts program.
2, gas and preheat oxygen open, cutting oxygen close, execute “pierce torch up” (delay) --- “open cutting
oxygen” (delay) --- “pierce torch down” (delay), then cut left parts program, just like manually finish preheat.
3, not above two situations, then firstly close output, and execute complete M07, cut left parts program.
Input port: Controller has 13 input signals, when cut in auto or manual mode, check input port state and deal
with accordingly.
Input port
1, correctly connect external input switches.
2, correctly set port logic state in diagnose interface.
3, connect external 24VDC power and start.
Note: port logic state setting is available in “diagnose”.
When have e-stop or alarm signal input, controller immediately stop torch movement, close all output, save
the current position as break point, display e-stop or alarm in tip place, before e-stop and alarm input state
change, can’t move torch and open output.
When limit signal input, controller will operate the same as e-stop or alarm signal input, but can manually
move torch in reverse direction to leave limit.
Note: when e-stop, alarm and limit input, torch urgently stops movement, maybe there is overshoot, so the
actual stay position may be a little different from break point position, when restart or break point restore,
maybe need to manually calibrate.