Note: machine origin can set to any point of value range.
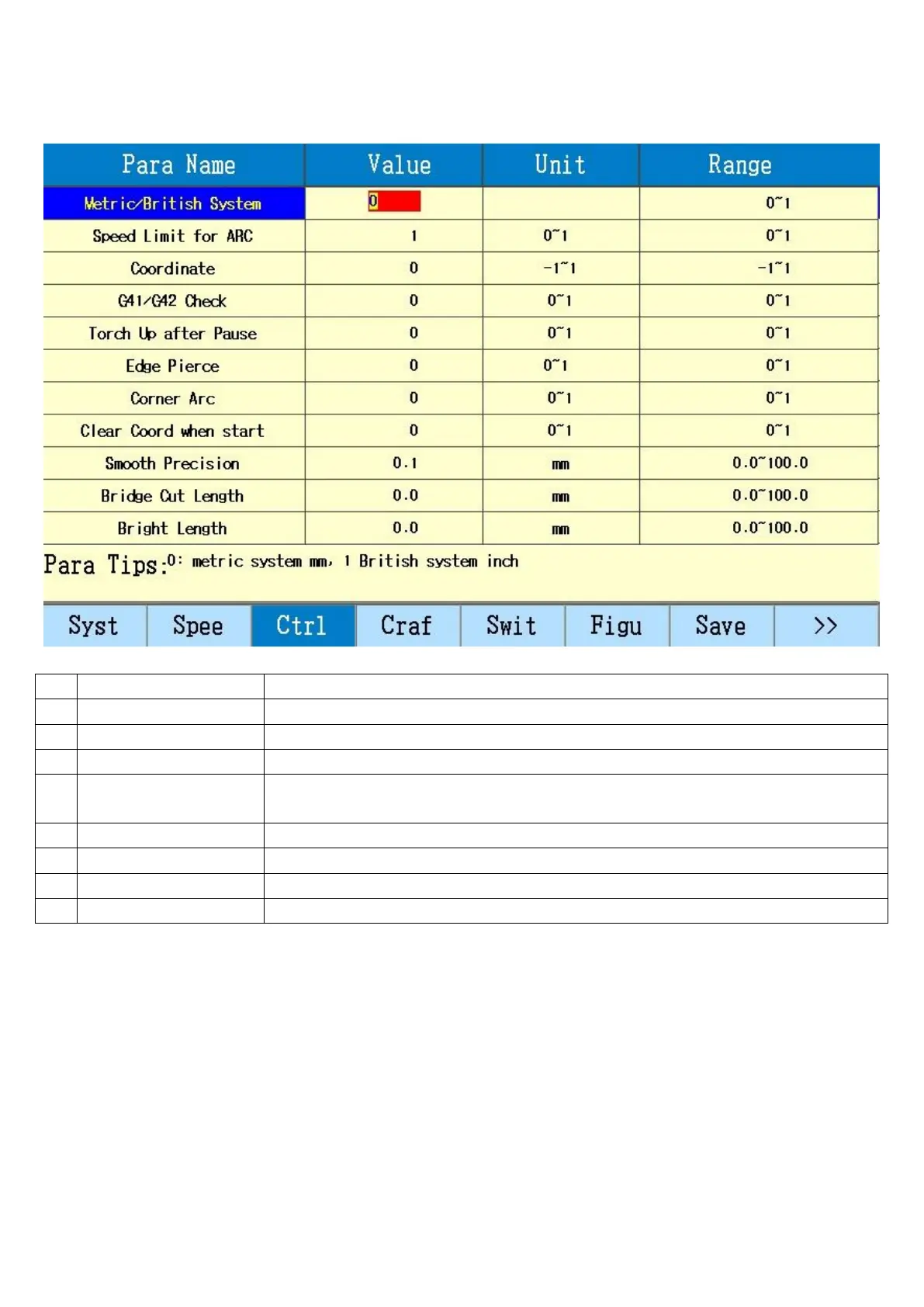
Control
Length unit, 0: metric system (mm), 1: metric system (in)
Same as machine direction
Whether check interference caused by kerf compensation
Whether torch automatically move up after pause (height is up to torch up time)
Valid: move to pierce point, automatically pause, manually move to proper
position, after start, cut to pierce point and continue, better for thick plate.
Arc transition at corner, transition radius is kerf width
For programs with small sections, to improve stability
Set bridge, cutting length
Set bridge, bridge length
Torch Up after Pause: Choose 1, press “torch up delay” after pause, torch moves up after the time, after start
again, press “torch down delay”, torch moves down after the time, choose 0, after pause, torch keeps the
current cutting height.
Edge Pierce: Valid: torch moves the pierce point, options column appear, choose “edge pierce”, “continue
locally”, “no pierce”.
F5 Edge Pierce, this moment can manually move torch, away from original path, choose plate edge pierce,
then cut back to the previous point in shortest path, continue the left cutting, equal to cutting return after
pause, can reduce preheat time for thick plate and improve cutting efficiency.
F6 Local Pierce, pierce at local point and continue left cutting.
F7 No Pierce, idle run the path till next pierce point, new tip appears.
Note: when several pierce points, there is tip for every pierce point.
Smooth Precision: When use parts drawings not made by CAD, such as art word, with lots of small sections,
use smoothness precision to improve cutting efficiency.