Preheat time, default is 100s for new program
Pierce time at pierce height
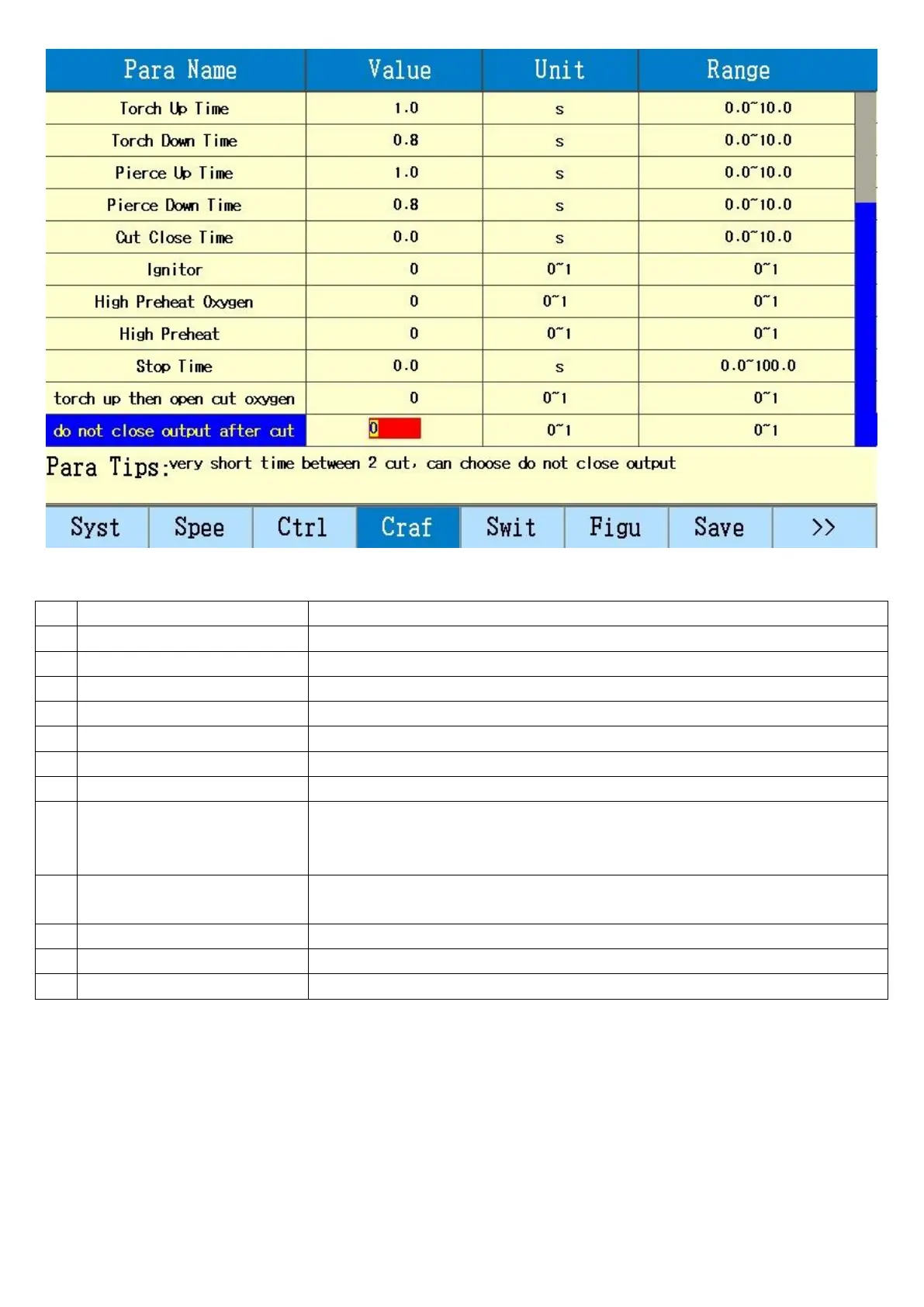
Keep output when pierce and XY axis start to move
Torch up time after cutting
Torch down time after ignition
Torch up time to pierce height after preheat
Torch down time to cutting height after pierce
Input positive value, after torch stops, cutting output close after a period
of time for eliminate cutting lag angle, then torch move up; input negative
value, close cutting output before torch stops.
Set whether use ignitor, when don’t use, keep preheat between two
cuttings, when use, ignite again for every pierce
Set whether use high-pressure preheat oxygen to assist preheat
Whether keep low preheat oxygen on after preheat and start to cut
Whether keep high preheat oxygen on after preheat and start to cut
Ignition Time: time of torch ignition
Preheat Time: before pierce turn on low preheat and high preheat oxygen
Note: when use auto ignitor
1, when ignite, firstly turn on gas output, then turn on low preheat output, then turn on ignitor output, after
ignition time, turn off ignitor output, keep gas and low preheat output.
2, when pierce (output off), according to setting of “high preheat” to judge whether turn on high preheat. If
choose high preheat, firstly turn on gas output, then turn on low preheat output, then turn on ignitor output,
after ignition, turn off ignitor output, keep gas and low preheat output, turn on high preheat, preheat starts,
after preheat delay, pierce starts; if don’t use high preheat, firstly turn on gas output, then turn on low