In the case of other used coolants than water (e.g. oil), a perform-
ance reduction of the motor can be necessary to dissipate the cre-
ated power loss.
Motor damage due to missing or incompatible
coolant water!
● For this reason, water cooled motors may only be operated as long as coolant
supply is ensured.
● Do not use any cooling lubricants or cutting materials from machining pro-
cesses for cooling.
● Using aggressive coolant additives or additives can lead to irreparable motor
damage.
The dimensioning of the cooling system is in the responsibility of the
machine manufacturer.
Coolant characteristics
Adjust the required coolant, especially the material compatibility must be speci-
fied with the manufacturer of the cooling unit and the manufacturer of the cool-
ant additives. The basic minimum requirements for the coolant are displayed in
the following.
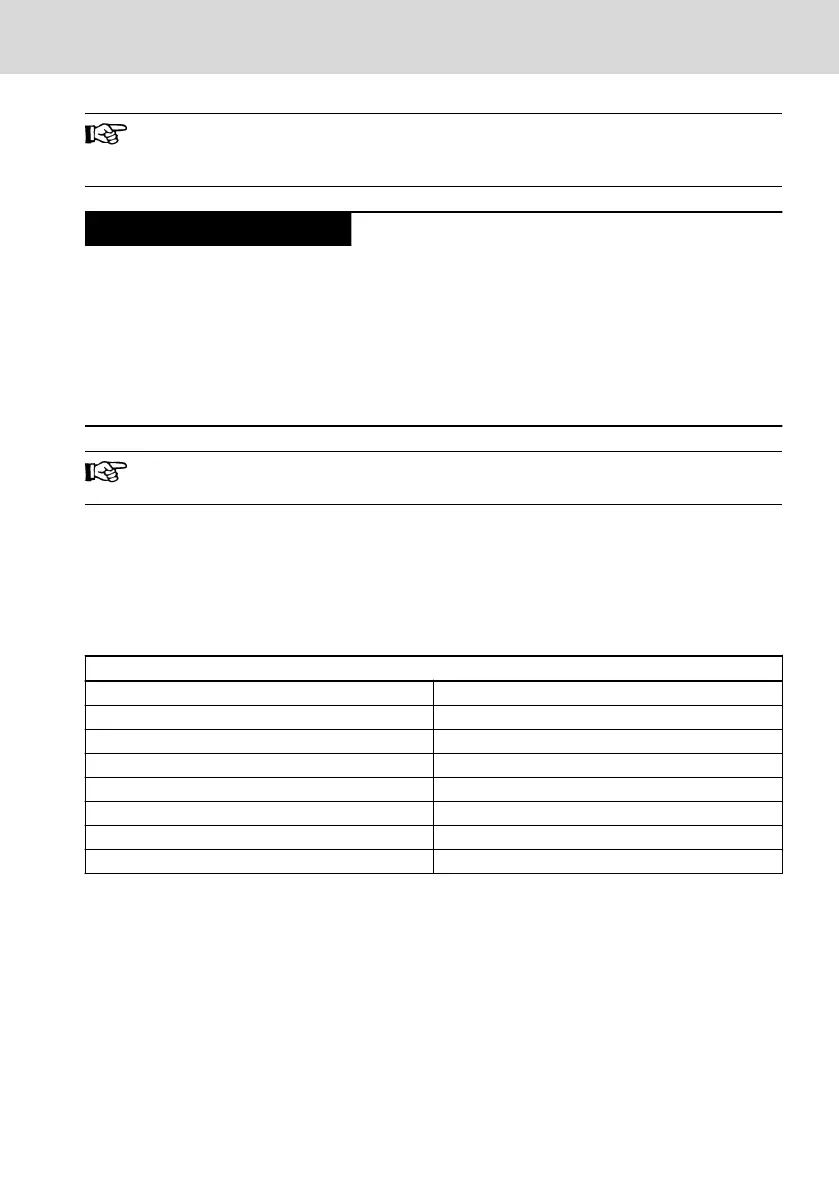
Cooling water quality for motors with internal cooling circuit made of stainless steel.
pH value (bei 20 °C) 6 ... 9
Total hardness 1.2 ... 2.5 mmol/l
Chloride concentration < 150 ppm
Sulfate concentration < 200 ppm
Nitrate concentration < 50 ppm
Amount solutes < 350 ppm
Particle size of dirt ≤ 100 µm
Conductivity < 2000 µS/cm
Tab. 4-4: Coolant characteristics
Coolant temperature
When setting the coolant inlet temperature within a range of 10 ... 40°C (for de-
rating see chapter 5.2 "De-rating in case of deviating ambient conditions." on
page 41) observe the ambient temperature and the existing relative air humidi-
ty. To avoid condensation, the coolant inlet temperature must be above the dew
point temperature . The following figure shows the dependency of dew point
temperature of relative air humidity and air temperature.
MS2N Synchronous Servomotors
17/101
About this product
R911347581_Edition 04 Bosch Rexroth AG