6 Description of M201 control
6/7
6.7.3 Feeding in the welding wire
Button
arc-off wire
threading
The welding wire can be threaded through the hose-pack
without voltage and without gas flowing.
6.7.4 Creep start
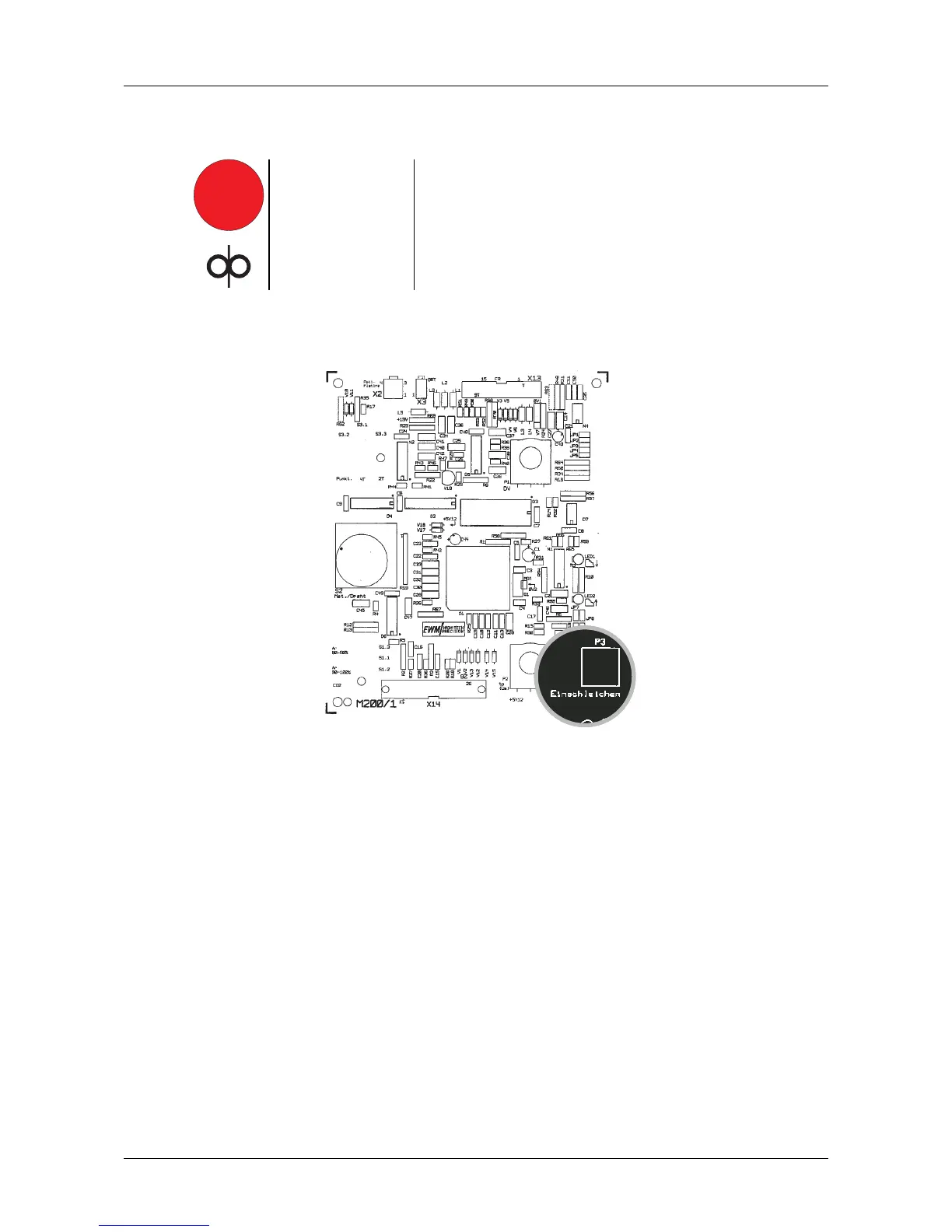
Fig. 6/3; Screen print M201 control
The wire creep speed depends on the welding task (on the material, type of gas and wire diameter)
and is determined by characteristic curves.
Observe Fig. 6/3
The value for wire creep can be changed at a later time at the rear of the M200 controller (inside the
machine) at trimmer P3 (completely left = -25%, completely right = +25%;works setting middle
position). The changed wire feed speed is active after renewed pressing of the torch trigger.