6 Description of M201 control
6/9
6.8 Sequence of functions - Operating modes
6
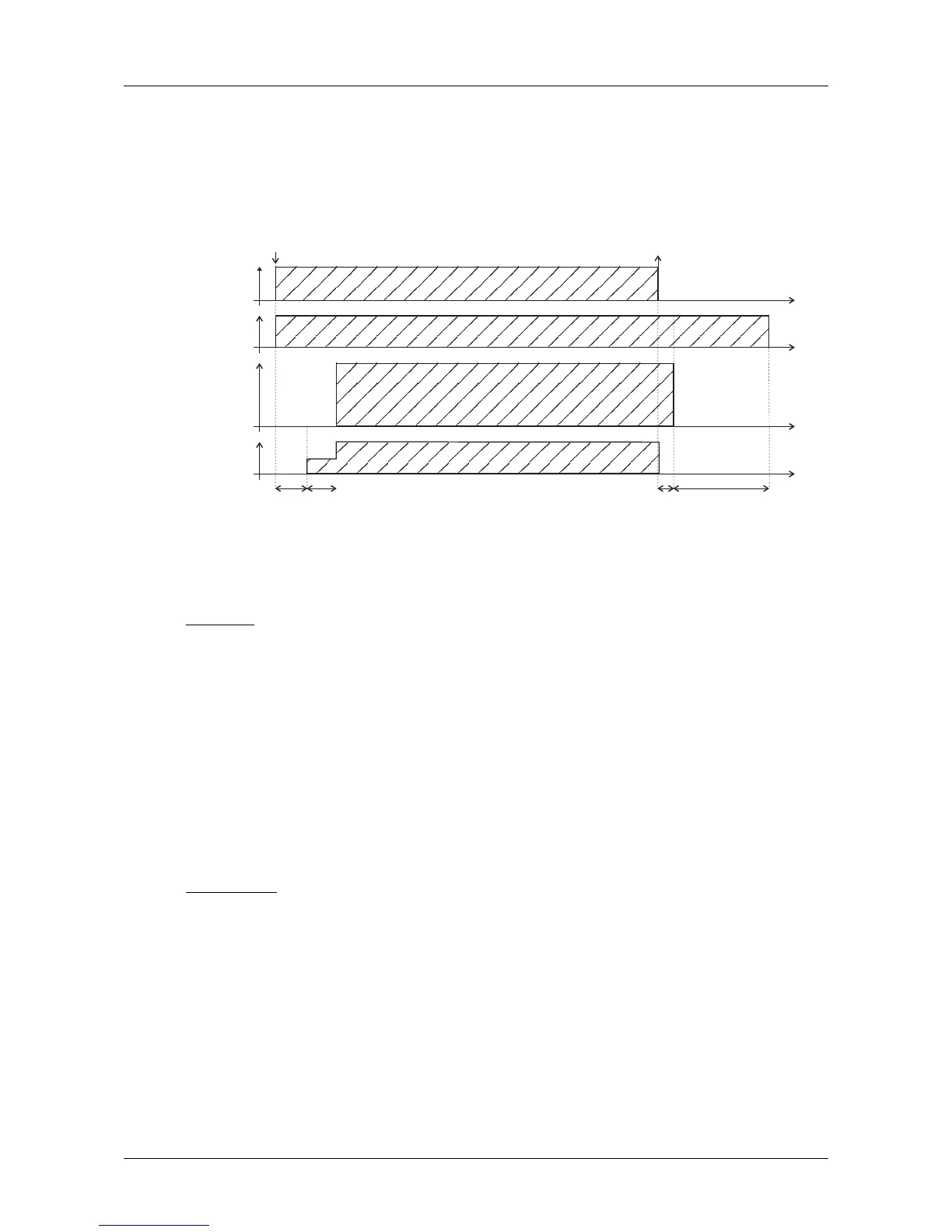
.8.1 Sequence of functions MIG 2-Step
t
t
t
t
I
m/min
Wire
Creep- feed
Torch Trigger
pressed
(not) pressed
flowing
(not) flowing
Gas
Welding Power
1st Stroke 2nd Stroke
Gas
Pre- flow Time
Gas-
Post- flow Time
wire- feed
Wire-
Burn- back
Fig. 6/4; Sequence of functions MIG 2- Stroke
1st Step
Press and hold torch trigger
• Shielding gas flows out (Gas pre-flow)
• Wire feed motor runs at “Creep speed“
• The arc strikes once the welding wire hits the workpiece, welding current flows.
• Change over to pre-selected wire-feed speed.
2nd Stroke
Release torch trigger
• Wire-feed motor stops.
• The arc is switched off after the preset wire burn-back time.
Advantage: Prevents the wire becoming stuck in the weld-pool.
• Gas after-flow time runs.