6 Description of M201 control
6/6
6.7 Further Functions
Operating elements to adjust the following welding parameters can be found in the welding
machine (Fig. 6/3), or, with the decentralised version, in the wire-feed unit.
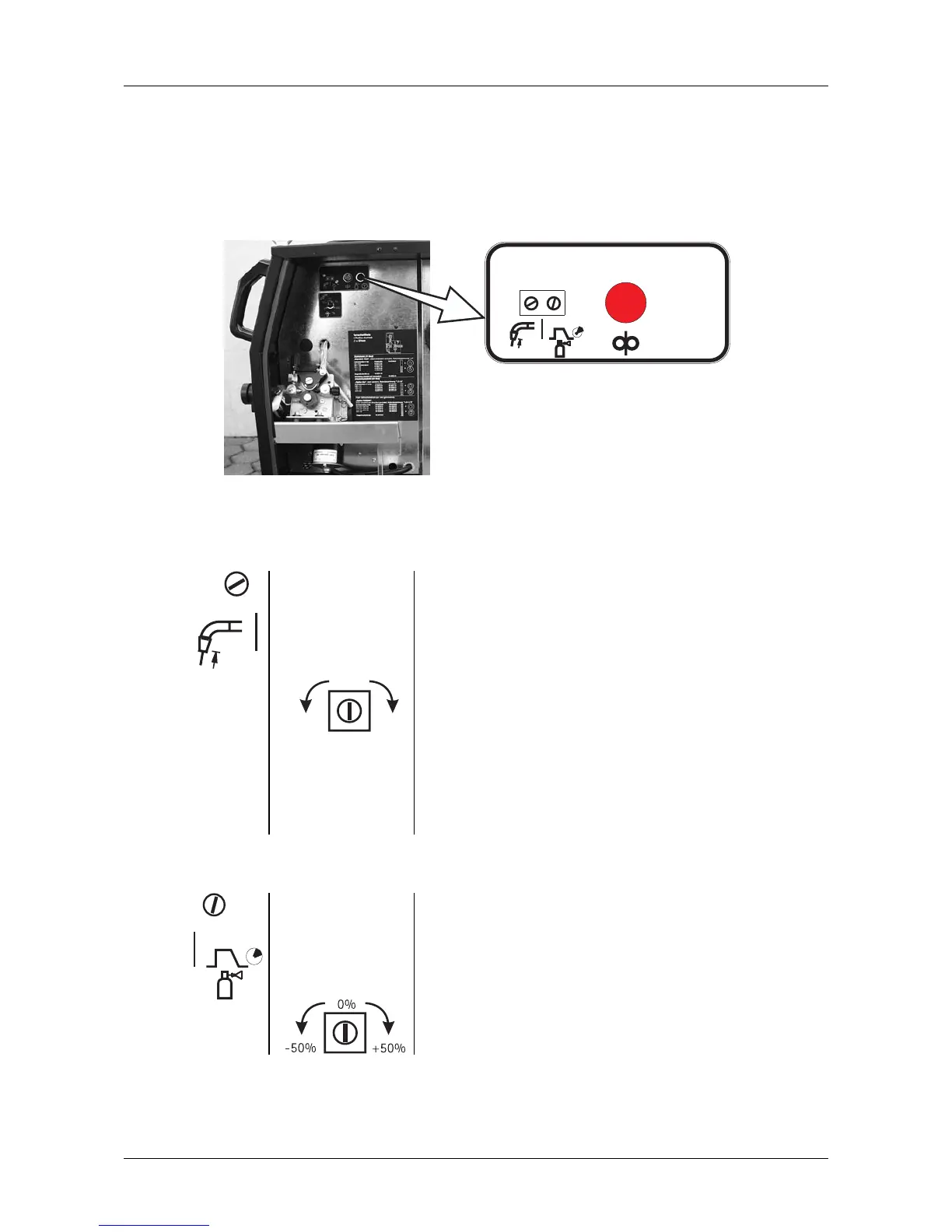
Fig. 6/3; Adjustment possibilities in the welding machine
6.7.1 Wire Burn-back
Trimmer
Wire burn-back
time
-100% +100
0%
The time is automatically pre-set to the optimum value to
correspond with the wire-feed speed and the welding
parameters (0%), it may, however be changed by about
± 100 % with the trimmer.
Setting Instructions:
If burn-back is set too high: the formation of large globes on
the end of the welding wire causes poor arc striking
performance or the wire is melted into the contact tip.
If burn-back is set too low: the welding wire gets stuck in the
weld-pool.
6.7.2 Gas after-flow time
Trimmer
Gas after-flow
time
The gas after flow is intended to ensure that the weld-pool
solidifies under a shielding gas atmosphere so no crater
porosity is caused. The time is automatically pre-set to the
optimum value to correspond with the material / gas
combination (0%), it may, however be changed by about
± 50 % with the trimmer.