5 Steuerungsbeschreibung M100 / M110
5/3
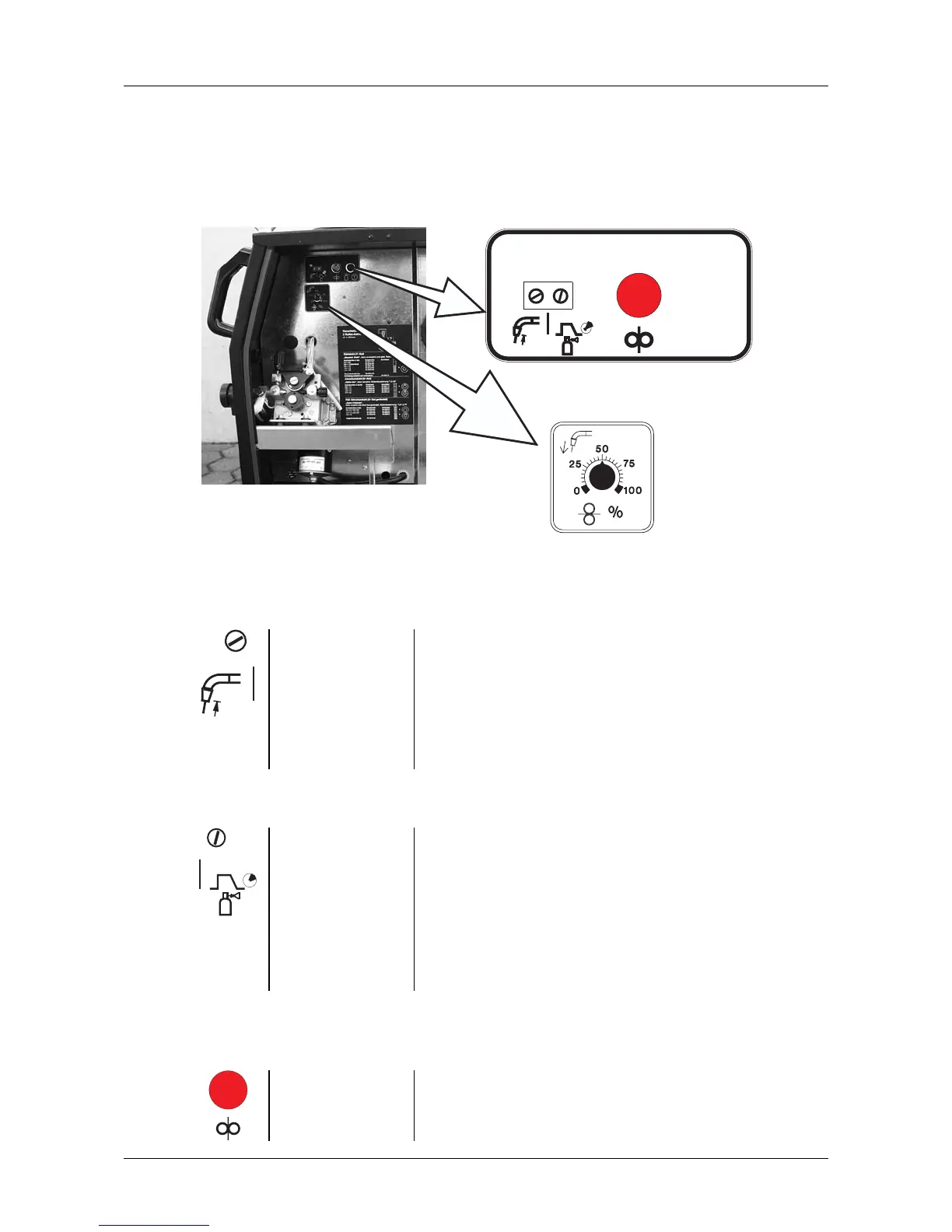
5.3 Setting further welding parameters
Operating elements for setting the following welding parameters are in the welding machine or the
wire-feed unit (Fig. 5/2).
Fig. 5/2 Setting possibilities in the welding machine or the wire-feed unit
5.3.1 Wire Burn-back
Trimmer
Wire Burn-back
steplessly
adjustable:
0 - 250 ms
Setting Instructions:
If burn-back is set too high: the formation of large globes on
the end of the welding wire causes poor arc striking
performance or the wire is melted into the contact tip.
If burn-back is set too low: the welding wire gets stuck in the
weld-pool.
5.3.2 Gas after flow time
Trimmer
Gas after-flow
time
steplessly
adjustable:
0,2 - 10 sec.
The gas after flow is intended to ensure that the weld-pool
solidifies under a shielding gas atmosphere so no crater
porosity is caused.
5.3.3 Feeding in the welding wire
Button
arc-off wire
threading
The welding wire can be threaded through the hose-pack
without voltage and without gas flowing.