8 Commissioning
8/5
8.6 Workpiece Cable
Remove paint, rust and dirt from the clamping or welding location with a wire brush! Fix the
earthing clamp or tongs close to the weld location!
Assembly aids, pipes, rails etc.. may not be used as a return lead unless theyare part of the
job itself!
A perfect current flow must be ensured on welding benches and jigs!
Torch and hosepack and the workpiece cable should never be rolled up in a spiral!
Operation whilst rolled our straight avoids voltage drops through so-called induction
losses and a negative alteration of the welding characteristics.
•
Plug the workpiece lead in one of the power sockets (choke tapping points)
"-" (Chapter 4.:
E1/F1) and lock it by turning to the right.
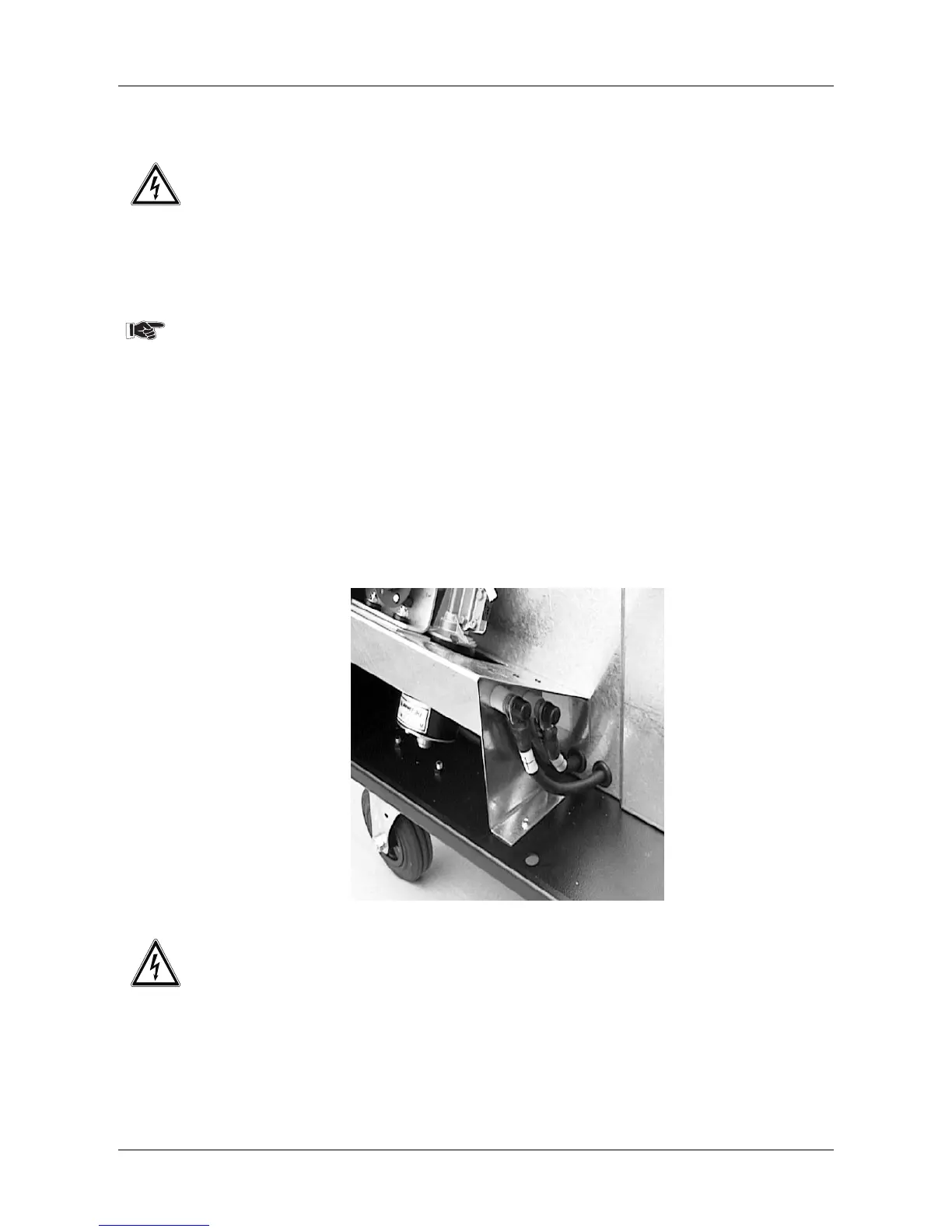
8.6.1 Changing the welding current polarity (option for cored wire welding)
The polarity of the welding current potentials (welding torch/workpiece) can be changed
inside the machine by rewiring the welding leads.
Fig. 5/3: Changing the polarity of welding current leads
Switch off the welding machine.
Withdraw the mains plug from the socket.
• Remove the plastic caps of the screw fasteners,
• unscrew the welding current leads,
• exchange the leads and screw back into place,
• replace the plastic caps.