Programming Contours | Approaching and departing a contour
6
HEIDENHAIN | TNC 320 | ISO Programming User's Manual | 10/2017
251
6.3 Approaching and departing a contour
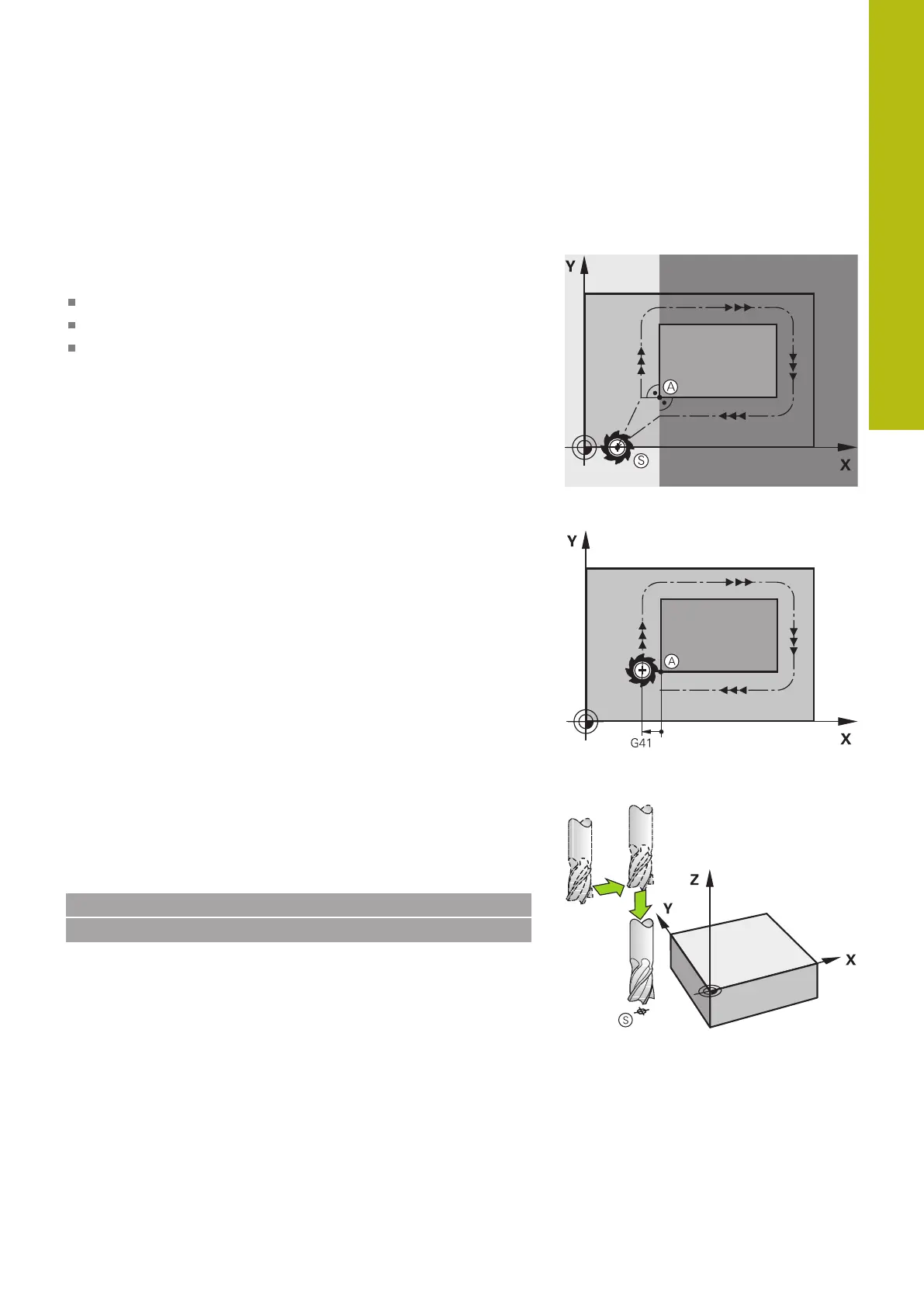
Starting point and end point
The tool approaches the first contour point from the starting point.
The starting point must be:
Programmed without radius compensation
Approachable without danger of collision
Close to the first contour point
Example in the figure on the right:
If you set the starting point in the dark gray area, the contour will
be damaged when the first contour element is approached.
First contour point
You need to program a radius compensation for the tool movement
to the first contour point.
Approaching the starting point in the spindle axis
When the starting point is approached, the tool must be moved to
the working depth in the spindle axis. If danger of collision exists,
approach the starting point in the spindle axis separately.
Example
N40 G00 Z-10*
N30 G01 X+20 Y+30 G41 F350*

 Loading...
Loading...


