General
OM-244 814 Page 37
9-2. Selecting Weld Cable Sizes*
NOTICE − The Total Cable Length in Weld Circuit (see table below) is the combined length of both weld cables. For example, if the power source is
100 ft (30 m) from the workpiece, the total cable length in the weld circuit is 200 ft (2 cables x 100 ft). Use the 200 ft (60 m) column to determine cable
size.
Weld Cable Size*** and Total Cable (Copper) Length in Weld Circuit Not Exceeding****
100 ft (30 m) or Less
150 ft
(45 m)
200 ft
(60 m)
250 ft
(70 m)
300 ft
(90 m)
350 ft
(105 m)
400 ft
(120 m)
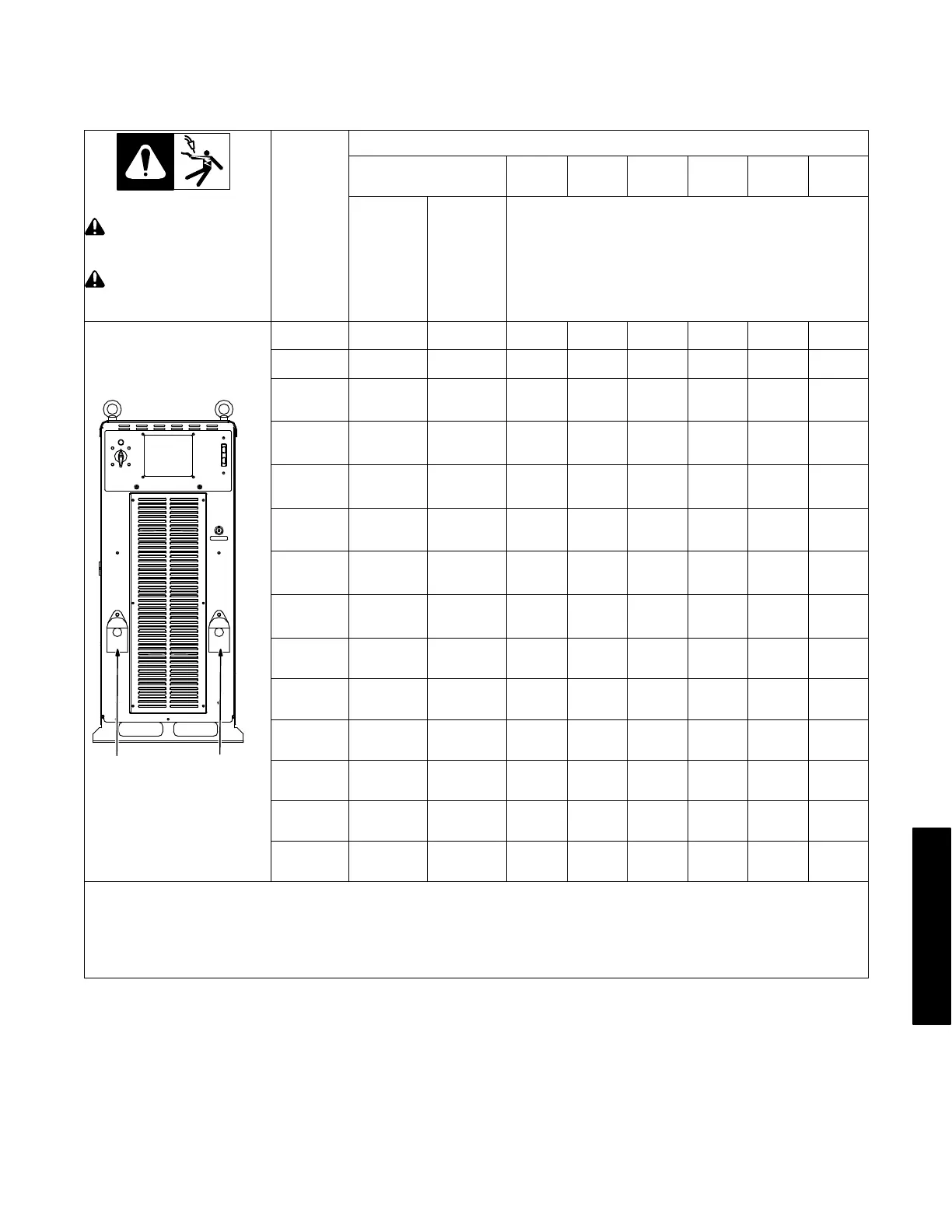
Weld Output Terminals
! Turn off power before
connecting to weld out-
put terminals.
! Do not use worn, dam-
aged, undersized, or
poorly spliced cables.
Welding
Amperes**
10 − 60%
Duty Cycle
60 − 100%
Duty Cycle
10 − 100% Duty Cycle
Ref. 803 824-A
Positive
)
Negative
*
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95)
4/0
(120)
4/0
(120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95)
4/0
(120)
2 ea. 2/0
(2x70)
2 ea. 2/0
(2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95)
4/0
(120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
350 1/0 (60) 2/0 (70) 3/0 (95)
4/0
(120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
400 1/0 (60) 2/0 (70) 3/0 (95)
4/0
(120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
2 ea. 4/0
(2x120)
500 2/0 (70) 3/0 (95)
4/0
(120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
3 ea. 3/0
(3x95)
600 3/0 (95) 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
3 ea. 4/0
(3x120)
3 ea. 4/0
(3x120)
700 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
3 ea. 4/0
(3x120)
3 ea. 4/0
(3x120)
4 ea. 4/0
(4x120)
800 4/0 (120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 4/0
(3x120)
3 ea. 4/0
(3x120)
4 ea. 4/0
(4x120)
4 ea. 4/0
(4x120)
900
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
1000
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
1250
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
4 ea. 3/0
(4x95)
* This chart is a general guideline and may not suit all applications. If cable overheating occurs, use next size larger cable.
**Cable should be sized for Peak Amperage (Apk) for pulse welding applications.
***Weld cable size (AWG) is based on either a 4 volts or less drop or a current density of at least 300 circular mils per ampere.
( ) = mm
2
for metric use
****For distances longer than those shown in this guide, call a factory applications representative at 920-735-4505. S-0007-E
. In pulse welding applications using inverter power sources, peak currents can result in extreme voltage drops producing poor welding characteris-
tics with undersized cables. A recommendation for weld cable size is a minimum of 2/0 for 300 ampere welding power sources and 4/0 for 450
ampere welding power sources when total cable length is less than 100 ft (30m).