OM-244 814 Page 50
General Terms:
TH (Trigger Hold) Trigger Hold allows the operator to feed wire without continuously pressing the gun trigger. In trigger
hold mode, momentarily press gun trigger, and wire will feed until gun trigger is momentarily pressed
again.
Time Indicates time values being set for timed functions (e.g. Preflow, Postflow which are only available in
the Arc On and Analog input or the Arc On and No Analog input modes).
TPS (Trigger Program Select) TPS allows the operator to select weld programs by using the gun trigger. In TPS mode, momentarily
pressing the gun trigger allows the operator to cycle through preselected weld programs up to a total
of 8 programs.
Trigger Control Selecting Trigger Control allows activating trigger functions such as DS, IGNR, TH, 4T, TDS, and
TPS.
Volts Preset voltage in MIG mode at idle, actual voltage while welding, and 3 seconds hold value at end of
weld.
Wire Type Selection of wire type by alloys and classification.
WFS Term used to represent wire feed speed. In MIG mode, wire feed setting is independent of voltage
setting. In pulse and Accu-pulse adjusting wire feed speed also increases power level on wire elec-
trode (one knob control).
4T 4T allows the operator to select between weld parameters and crater parameters using the gun
trigger. Crater time must be set for at least 0.2 seconds to make this function operational. If gun
trigger is released during welding, unit goes into trigger hold, then pressing and holding trigger again
causes unit to stay in crater until trigger is released and crater parameter times out.
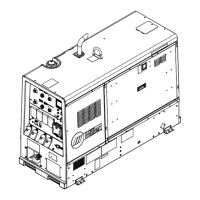
10-2. Pulse Welding Terms
1 Apk = Peak Amperage
Increasing Apk increases penetration.
Vpk = Peak Voltage
Arc voltage during peak current phase
of the pulse waveform. This determines
arc length during adaptive pulse
welding.
2 Abk = Background Amperage
Maintains arc between pulses.
Vbk = Background Voltage
Arc voltage during background current
phase of the pulse waveform. Stabilizes
weld puddle until next peak pulse.
3 PPS = Pulses Per Second
Increasing PPS increases travel
speed.
4 PWms = Pulse Width In
Milliseconds
Increasing PWms increases bead
width.
Time
Amps
3
1
2
4
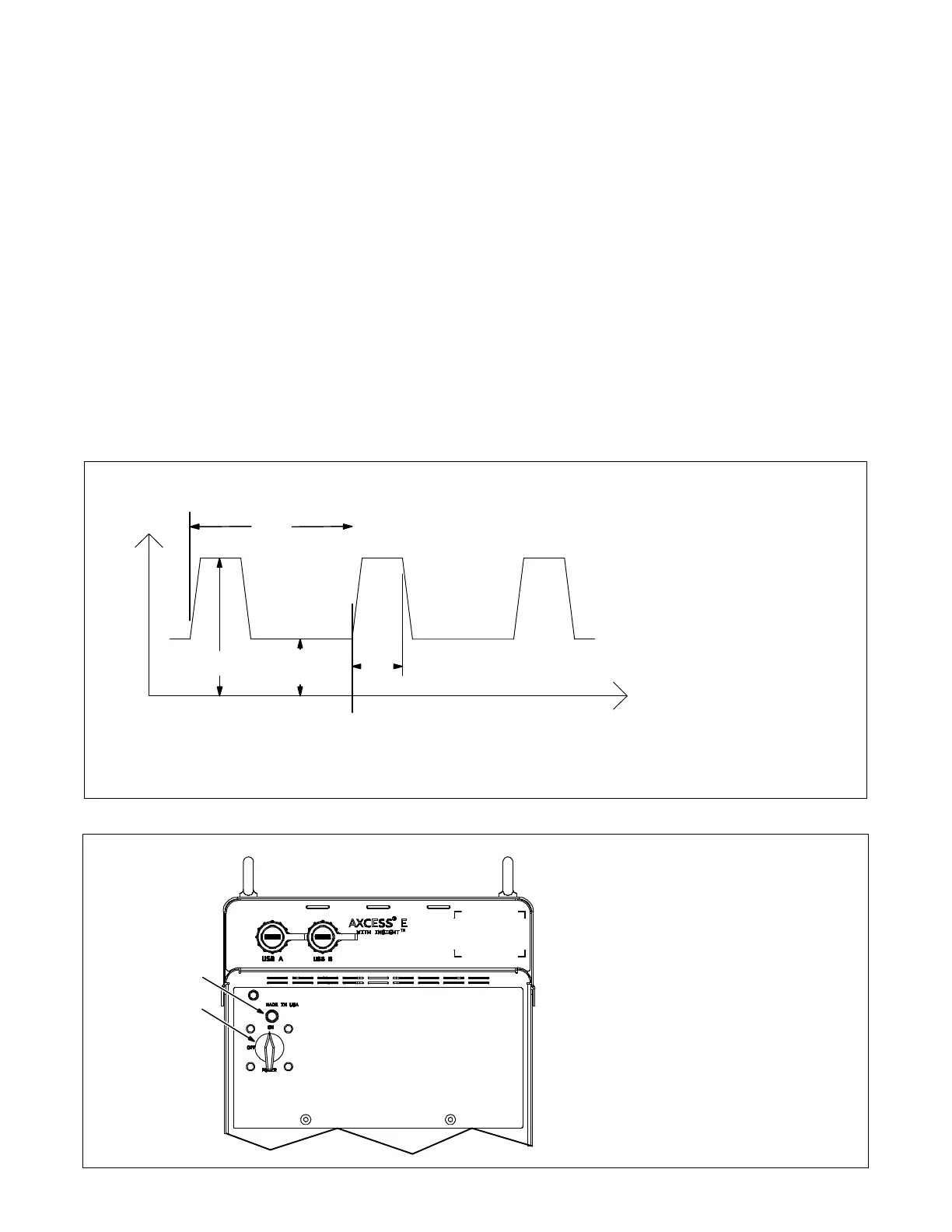
10-3. Front Panel Switches
Ref. 245 746-A
1 Power Switch
Turns unit On or Off.
2 Pilot Light
Light indicates status of welding power
source, on when unit is on and off when
unit is off.
1
2