38
may produce poor engraving quality, noxious fumes, and even res. High resolution engraving can cause the same
problem, so medium to low resolution designs should be preferred for most plastics.
Rubber
The various compositions and densities of rubber cause slightly varying engraving depth. Testing various settings on
sample pieces of your specic rubber is highly recommended for best results. When engraving rubber, generally use
a consistent high-power setting and create your eects by varying the laser's speed. Microporous rubber materials
require a signicantly higher speed than standard rubber. Engraving any kind of rubber produces a considerable
amount of dust and gas. Depending on the amount of work, breathing PPE and/or a full ventilation system may be
required to address the problem.
Stone
When engraving various kinds of stone, generally use moderate power and moderate to fast speed. As with ceramics
and glass, be mindful of the dust created (especially for repetitive industrial applications) and take similar measures
to ensure the safety of users and others in the work area.
Text iles
When engraving textiles like cloth and eece, generally use low power and fast speed. As with leather, be especially
attentive to the possibility of re and dust.
Wood
As with rubber, there is a huge variety of woods and testing your specic material is essential to get the best results. In
general, wood with consistent grain and coloring engraves more evenly. Knotted wood produces uneven eects, while
resinous wood produces greater edge contrast. Some soft woods like balsa, cork, and pine engrave well (albeit with
low contrast) at low or moderate power settings and high speed. Others like r suer from uneven bers that usually
produce a poor eect no matter what you do. Hard woods like cherry and oak engrave well at high power settings
and low speed. Manufactured wood products can vary from brand to brand, mostly based on its glue composition and
abundance. MDF works well but creates dark edges when cut.
In addition to the risk of re with any wood product, extra care must be taken with the fumes from the glue used in
plywood and other manufactured woods. Some are too dangerous to work with at all, while others require careful
ventilation and the use of breathing PPE for repetitive industrial applications. Wood toxicity should also be examined,
as the dust from some natural woods including oleander and yew can also cause nausea and cardiac problems in high
enough amounts.
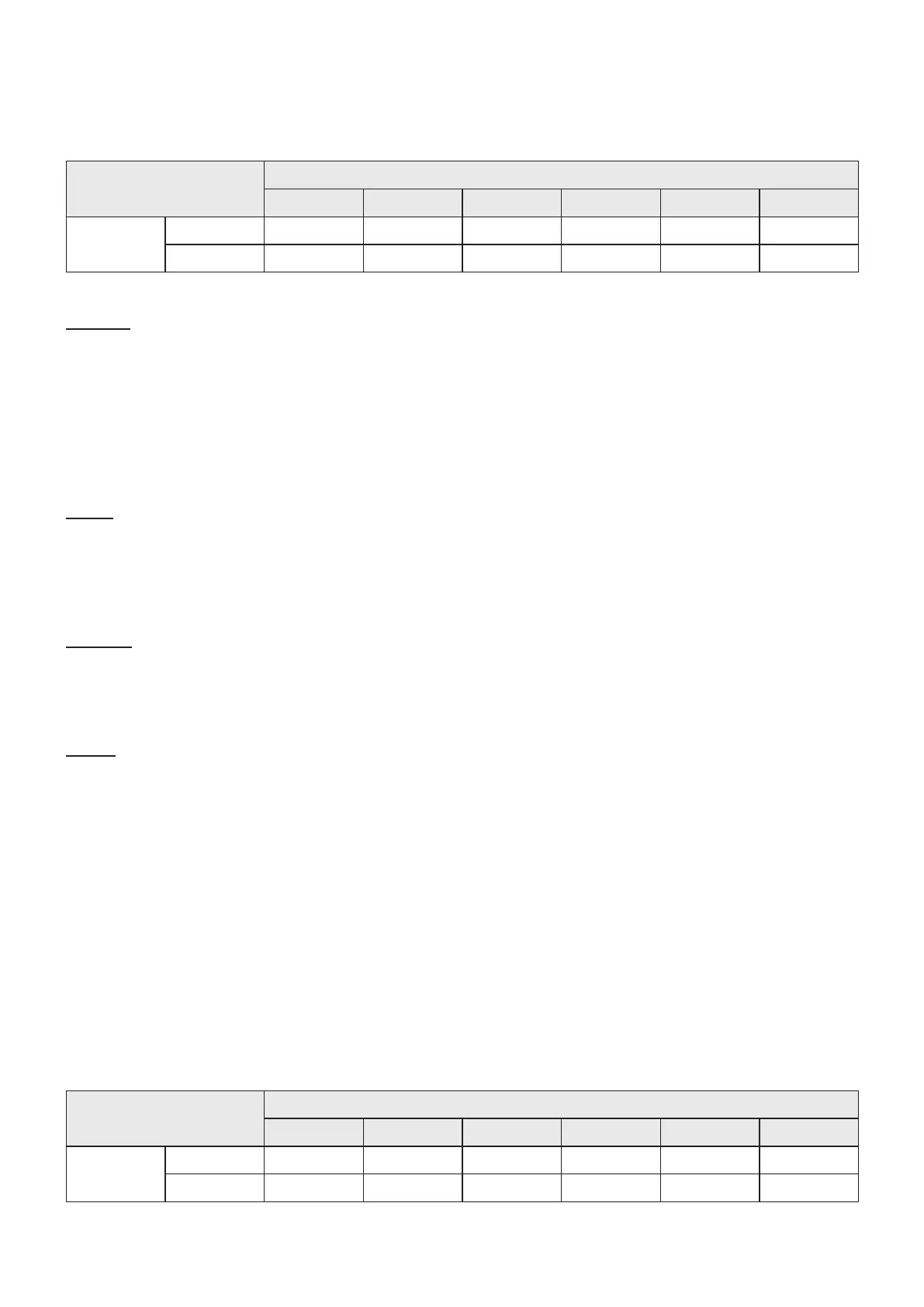
Description
Thickness of Acrylic
1/16 in. 1/8 in. 1/4 in. 1/2 in. 3/4 in. 1 in.
80W
Speed 25 mm/s 12 mm/s 6 mm/s 4 mm/s 3 mm/s 1 mm/s
Power 18% 25% 35% 45% 55% 60%
Description
Thickness of Baltic Birch Plywood
1/16 in. 1/8 in. 1/4 in. 1/2 in. 3/4 in. 1 in.
80W
Speed 25 mm/s 12 mm/s 7 mm/s 5 mm/s 4 mm/s 3 mm/s
Power 20% 25% 30% 35% 43% 47%