Operation
26
DTX-2200-3000 AC/DC
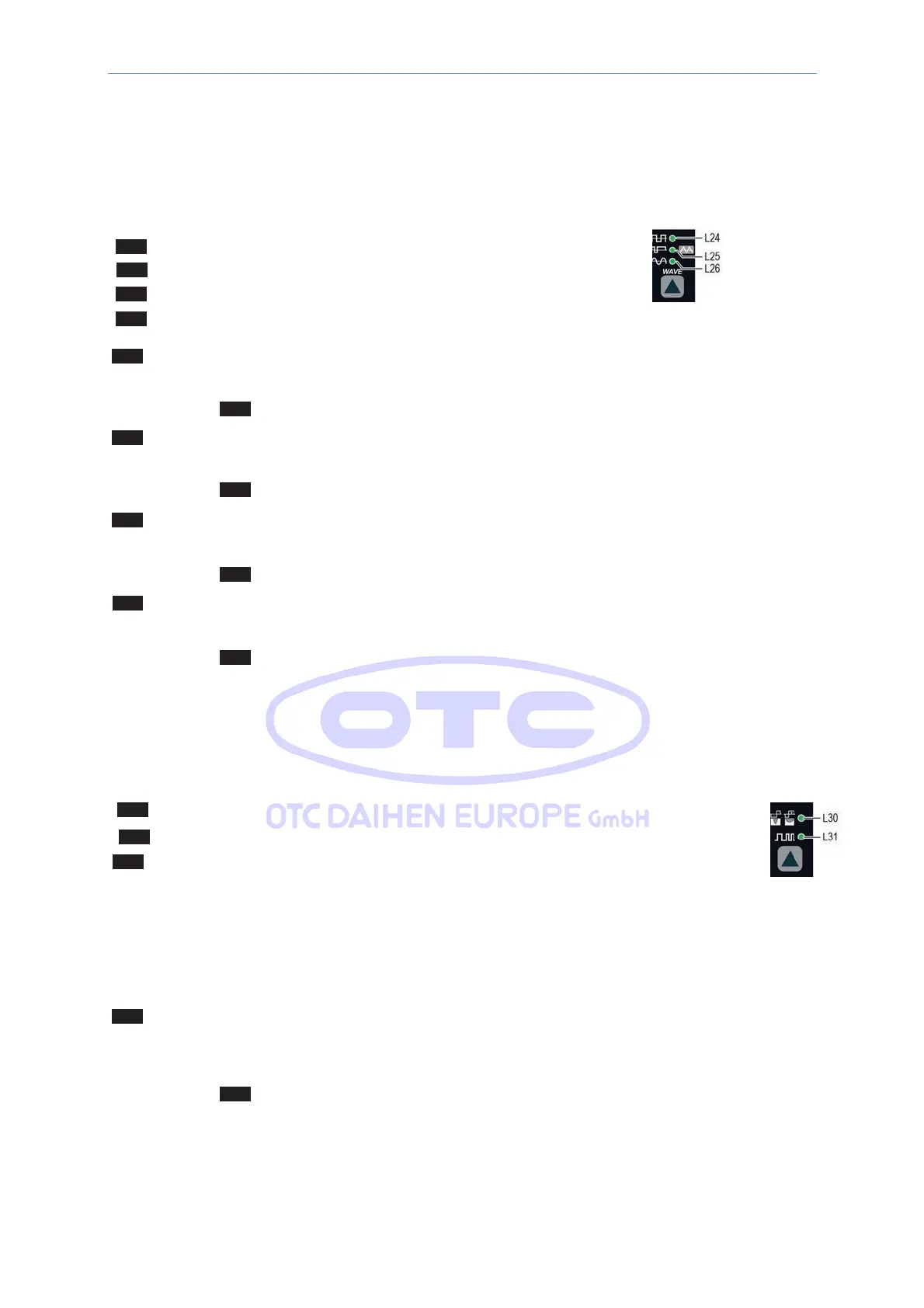
■ WAVE
During TIG
AC
welding
with HF
ignition,
it
makes
it
possible
to control the following wave shapes:
control the following wave shapes:
L24 DYNAMIC TIG
L25 SPEED TIG
L25 COLD TIG
L26 SOFT TIG
L24 DYNAMIC TIG
Square wave: highly dynamic arc for all applications.
WARNING: LED L24 switched on and steady.
L25 SPEED TIG
Mixed wave: excellent penetration with high welding speed and low electrode consumption.
WARNING: LED L25 switched on and steady.
L25 COLD TIG
Triangular wave: low heat generation with reduced distortion, ideal for minor thicknesses.
WARNING: LED L25 switched on and flashing.
L26 SOFT TIG
Sinusoidal wave: gentle, soft arc with low noise, ideal for
aver-
age thicknesses.
WARNING: LED L26 switched on and steady.
■ BALANCING and FREQUENCY
During TIG AC welding with HF ignition, it makes it possible to set one of the following parameters, using the
relevant key:
L30 BALANCING of the TIME
and
AMPLITUDE of the AC
welding
current BALANCE
PLUS)
L31 FREQUENCY of the AC
welding
current
L30 BALANCING of the TIME and AMPLITUDE of the
AC
welding current (BALANCE
PLUS)
It is possible to adjust both the time (t) and the amplitude of the current (I)
independently
or simultaneously, using
positive or negative values for the time the electrode stays in place. These settings ensure perfect control of
penetration and cleanliness, with a drastic reduction in side incisions.
L31 FREQUENCY of the AC welding
current
The high frequency makes it possible to weld minor thicknesses with excellent results, while the low frequency is
ideal for welding average thicknesses, or where edge preparation is poor.
WARNING: LED L31 switched on and flashing.