Operation
28
DTX-2200-3000 AC/DC
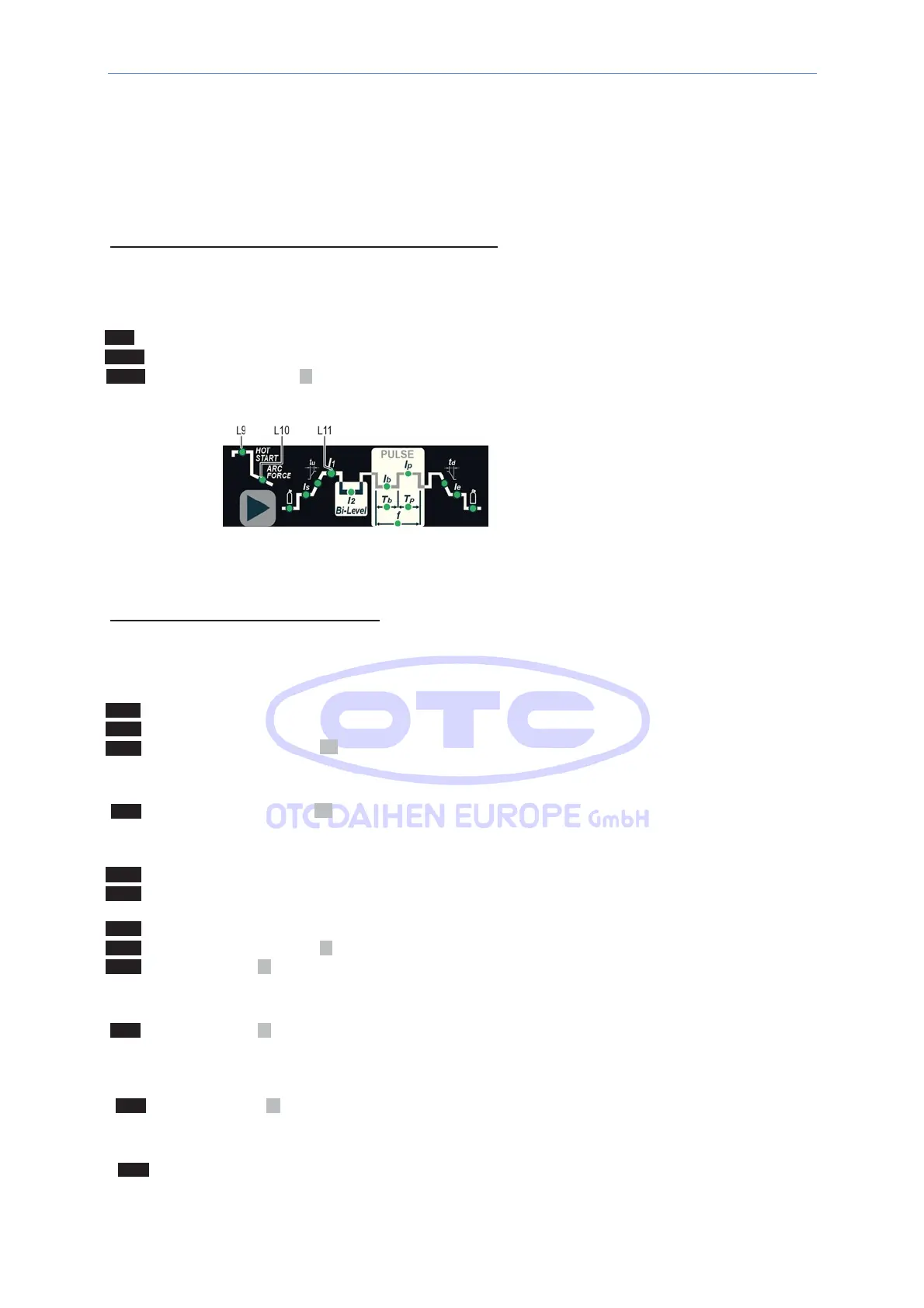
■ WELDING PARAMETERS
Each time the button is pushed, the welding machine selects the next function according to the machine
configuration, the welding process, the welding mode, etc..
STANDARD CONFIGURATION Electrode welding (MMA)
When using the electrode welding process, this allows you to set up the following welding parameters, based on
which LED is flashing:
L9 HOT ST
AR
T
L10 ARC FORCE
L11 Main welding current I
1
STANDARD CONFIGURATION TIG welding
When one of the 3 TIG welding processes available on the welding machine is activated, this allows you to set up
the following welding parameters, based on which LED is flashing:
L12 PRE-GAS duration
L13 SLOPE UP
duration
L14 BASE current
duration
T
b
WARNING: This can only be programmed when SLOW pulsation is activated.
L15 PEAK current
duration
T
p
WARNING: This can only be programmed when SLOW
pulsa
tion is activated.
L16 SLOPE DOWN
duration
L17 POST-GAS
duration
L18 INITIAL welding CURRENT
L11 Main welding current I
1
L19 Bi-Level current I2
WARNING: This can only be programmed when the
Bi
-Level
welding mode is active.
L20 BASE CURRENT I
b
WARNING: This can only be programmed when at least one pulsation mode is activated.
L21 PEAK CURRENT I
p
WARNING: This can only be programmed when at least one pulsation mode is activated.
L22 FINAL welding CURRENT