10
90 Reset XE (Modalità Easy)
0 Salva ed esci: permette di salvare le modifiche e di uscire
dal set up.
1 Reset: permette di reimpostare tutti i parametri ai valori di
default.
5 Rampa motore: permette di impostare un passaggio gradua-
le tra la velocità filo d’innesco e quella di saldatura.
Minimo off, Massimo 2.0s, Default 250ms
18 Burn back: permette la regolazione del tempo di bruciatura
del filo impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo esterno
alla torcia.
Minimo off, Massimo 2.0s, Default 80ms
25 Puntatura: permette di abilitare il processo “puntatura” e di
stabilire il tempo di saldatura.
Minimo 500ms, Massimo 99.9s, Default off
26 Punto pausa: permette di abilitare il processo “punto pausa”
e di stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 500ms, Massimo 99.9s, Default off
91 Reset XA (Modalità Advanced)
0 Salva ed esci: permette di salvare le modifiche e di uscire
dal set up.
1 Reset: permette di reimpostare tutti i parametri ai valori di
default.
3 Pre gas: permette di impostare e regolare il flusso di gas
prima dell’innesco dell’arco.
Consente il caricamento del gas in torcia e la preparazione
dell’ambiente per la saldatura.
Minimo off, Massimo 99.9s, Default 10ms
4 Soft start: permette la regolazione della velocità di avanza-
mento del filo nelle fasi che precedono l’innesco.
Viene dato come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più mor-
bido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50%
5 Rampa motore: permette di impostare un passaggio gradua-
le tra la velocità filo d’innesco e quella di saldatura.
Minimo off, Massimo 1.0s, Default 250ms
18 Burn back: permette la regolazione del tempo di bruciatura
del filo impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo esterno
alla torcia.
Minimo off, Massimo 2.0s, Default 80ms
20 Post gas: permette di impostare e regolare il flusso di gas a
fine saldatura.
Minimo off, Massimo 99.9s, Default 2.0s
25 Puntatura: permette di abilitare il processo “puntatura” e di
stabilire il tempo di saldatura.
Minimo 500ms, Massimo 99.9s, Default off
26 Punto pausa: permette di abilitare il processo “punto pausa”
e di stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 500ms, Massimo 99.9s, Default off
92 Reset XP (Modalità Professional)
0 Salva ed esci: permette di salvare le modifiche e di uscire
dal set up.
1 Reset: permette di reimpostare tutti i parametri ai valori di
default.
3 Pre gas: permette di impostare e regolare il flusso di gas
prima dell’innesco dell’arco.
Consente il caricamento del gas in torcia e la preparazione
dell’ambiente per la saldatura.
Minimo off, Massimo 99.9s, Default 10ms
4 Soft start: permette la regolazione della velocità di avanza-
mento del filo nelle fasi che precedono l’innesco.
Viene dato come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più mor-
bido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50%
5 Rampa motore: permette di impostare un passaggio gradua-
le tra la velocità filo d’innesco e quella di saldatura.
Minimo off, Massimo 1.0s, Default 250ms
18 Burn back: permette la regolazione del tempo di bruciatura
del filo impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo esterno
alla torcia.
Minimo off, Massimo 2.0s, Default 80ms
20 Post gas: permette di impostare e regolare il flusso di gas a
fine saldatura.
Minimo off, Massimo 99.9s, Default 2.0s
25 Puntatura: permette di abilitare il processo “puntatura” e di
stabilire il tempo di saldatura.
Minimo 500ms, Massimo 99.9s, Default off
26 Punto pausa: permette di abilitare il processo “punto pausa”
e di stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 500ms, Massimo 99.9s, Default off
3.3.2 Codifica allarmi
01/02 Sovratemperatura.
05 Cortocircuito al secondario.
08 Motore trainafilo bloccato.
11 Configurazione macchina non valida.
14 Saldatura non possibile con lo scatto impostato.
20 Errore di comunicazione.
21 Macchina non calibrata o perdita dati.
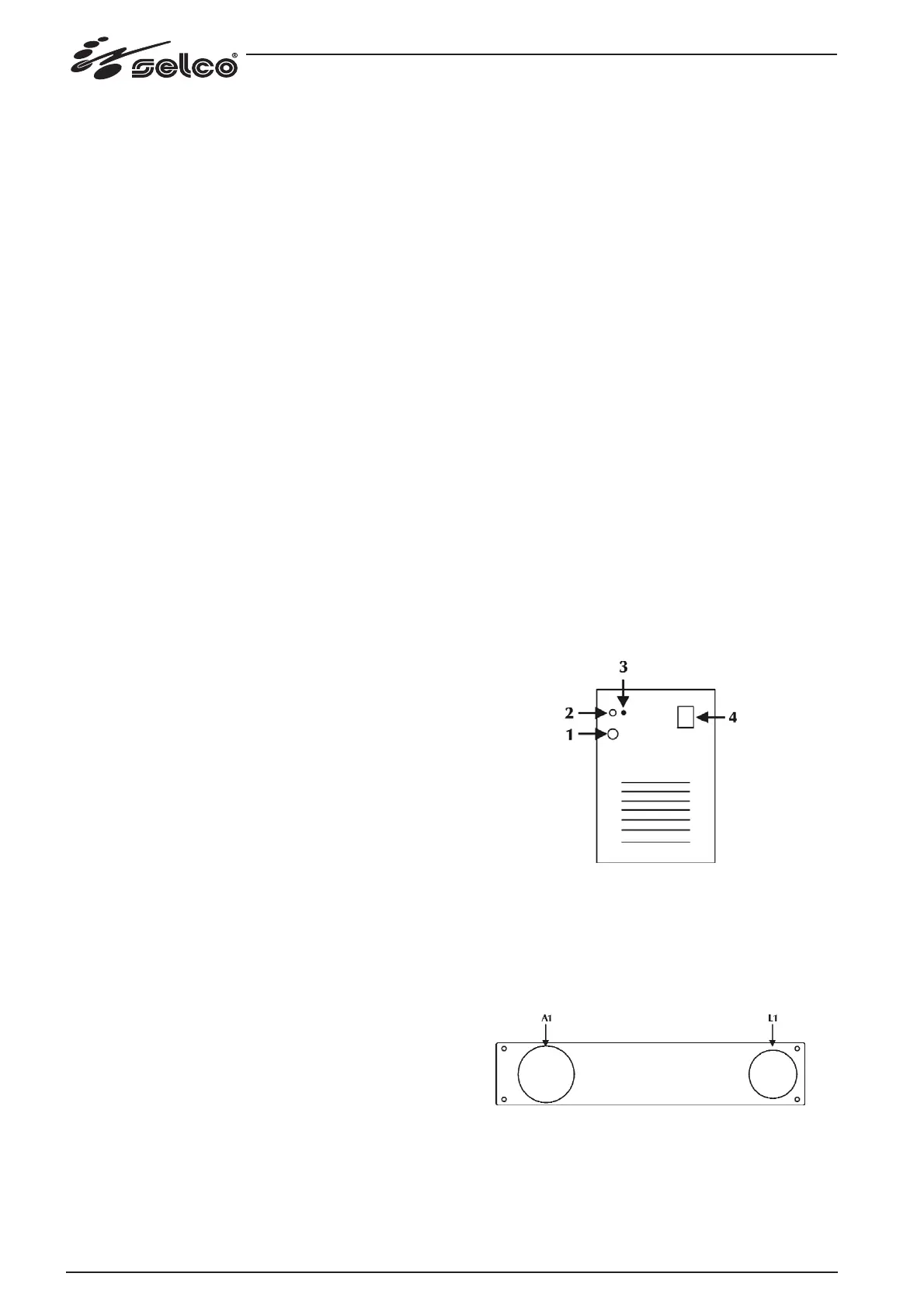
3.4 Pannello posteriore
Fig.5
1: cavo di alimentazione
2: attacco gas
3: fusibile 6x32 1A 250V
4: targa dati
3.5 Pannello prese
Fig.6
A1: attacco torcia. Permette la connessione della torcia MIG.
L1: presa negativa di potenza.