70
90 Reset XE (Modo Easy)
0 Guardar e sair: consente de guardar as modificações e sair
do set up.
1 Reset: consente de redefinir todos os parâmetros aos valo-
res de default.
5 Rampa motor: consente de definir uma passagem gradual
entre a velocidade do fio de inflamação e a de soldadura.
Mínimo off, Máximo 2.0seg., Default 250ms
18 Burn back: consente a regulação do tempo de queimadura
do fio impedindo a colagem no fim da soldadura.
Consente de regular o comprimento do pedaço de fio
externo à tocha.
Mínimo off, Máximo 2.0seg., Default 80ms
25 Soldadura por pontos: consente de activar o processo "sol-
dadura por pontos" e de estabelecer o tempo de soldadura.
Mínimo 500ms, Máximo 99.9seg., Default off
26 Ponto pausa: consente de habilitar o processo "ponto
pausa" e de estabelecer o tempo de pausa entre uma sol-
dadura e a outra.
Mínimo 500ms, Máximo 99.9seg., Default off
91 Reset XE (Modo Advanced)
0 Guardar e sair: consente de guardar as modificações e sair
do set up.
1 Reset: consente de redefinir todos os parâmetros aos valo-
res de default.
3 Pré-vazão do gás: consente de definir e regular o fluxo de gás
antes da inflamação do arco.
Consente o carregamento do gás na tocha e a preparação do
ambiente para a soldadura.
Mínimo off, Máximo 99.9seg., Default 10ms
4 Soft start: consente a regulação da velocidade de avanço
do fio nas fases que antecedem a inflamação.
É dado como % da velocidade do fio definida.
Consente uma inflamação a velocidade reduzida e portan-
do mais suave e com menos salpicos.
Mínimo 10%, Máximo 100%, Default 50%
5 Rampa motor: consente de definir uma passagem gradual
entre a velocidade do fio de inflamação e a de soldadura.
Mínimo off, Máximo 1.0seg., Default 250ms
18 Burn back: consente a regulação do tempo de queimadura
do fio impedindo a colagem no fim da soldadura.
Consente de regular o comprimento do pedaço de fio
externo à tocha.
Mínimo off, Máximo 2.0seg., Default 80ms
20 Pós-vazão do gás: consente de definir e regular o fluxo de gás
no fim da soldadura.
Mínimo off, Máx. 99.9seg., Default 2.0seg.
25 Soldadura por pontos: consente de activar o processo "sol-
dadura por pontos" e de estabelecer o tempo de soldadura.
Mínimo 500ms, Máximo 99.9seg., Default off
26 Ponto pausa: consente de habilitar o processo "ponto
pausa" e de estabelecer o tempo de pausa entre uma sol-
dadura e a outra.
Mínimo 500ms, Máximo 99.9seg., Default off
92 Reset XE (Modo Professional)
0 Guardar e sair: consente de guardar as modificações e sair
do set up.
1 Reset: consente de redefinir todos os parâmetros aos valo-
res de default.
3 Pré-vazão do gás: consente de definir e regular o fluxo de gás
antes da inflamação do arco.
Consente o carregamento do gás na tocha e a preparação do
ambiente para a soldadura.
Mínimo off, Máximo 99.9seg., Default 10ms
4 Soft start: consente a regulação da velocidade de avanço
do fio nas fases que antecedem a inflamação.
É dado como % da velocidade do fio definida.
Consente uma inflamação a velocidade reduzida e portan-
do mais suave e com menos salpicos.
Mínimo 10%, Máximo 100%, Default 50%
5 Rampa motor: consente de definir uma passagem gradual
entre a velocidade do fio de inflamação e a de soldadura.
Mínimo off, Máximo 1.0seg., Default 250ms
18 Burn back: consente a regulação do tempo de queimadura
do fio impedindo a colagem no fim da soldadura.
Consente de regular o comprimento do pedaço de fio
externo à tocha.
Mínimo off, Máximo 2.0seg., Default 80ms
20 Pós-vazão do gás: consente de definir e regular o fluxo de gás
no fim da soldadura.
Mínimo off, Máx. 99.9seg., Default 2.0seg.
25 Soldadura por pontos: consente de activar o processo "sol-
dadura por pontos" e de estabelecer o tempo de soldadura.
Mínimo 500ms, Máximo 99.9seg., Default off
26 Ponto pausa: consente de habilitar o processo "ponto
pausa" e de estabelecer o tempo de pausa entre uma sol-
dadura e a outra.
Mínimo 500ms, Máximo 99.9seg., Default off
3.3.2 Codificação alarmes
01/02 Sobreaquecimento.
05 Curto-circuito ao secundário.
08 Motor guia fio bloqueado.
11 Configuração máquina não válida.
14 Soldadura não possível com o estágio de tensão definido.
20 Erro de comunicação.
21 Máquina não regulada ou perda de dados.
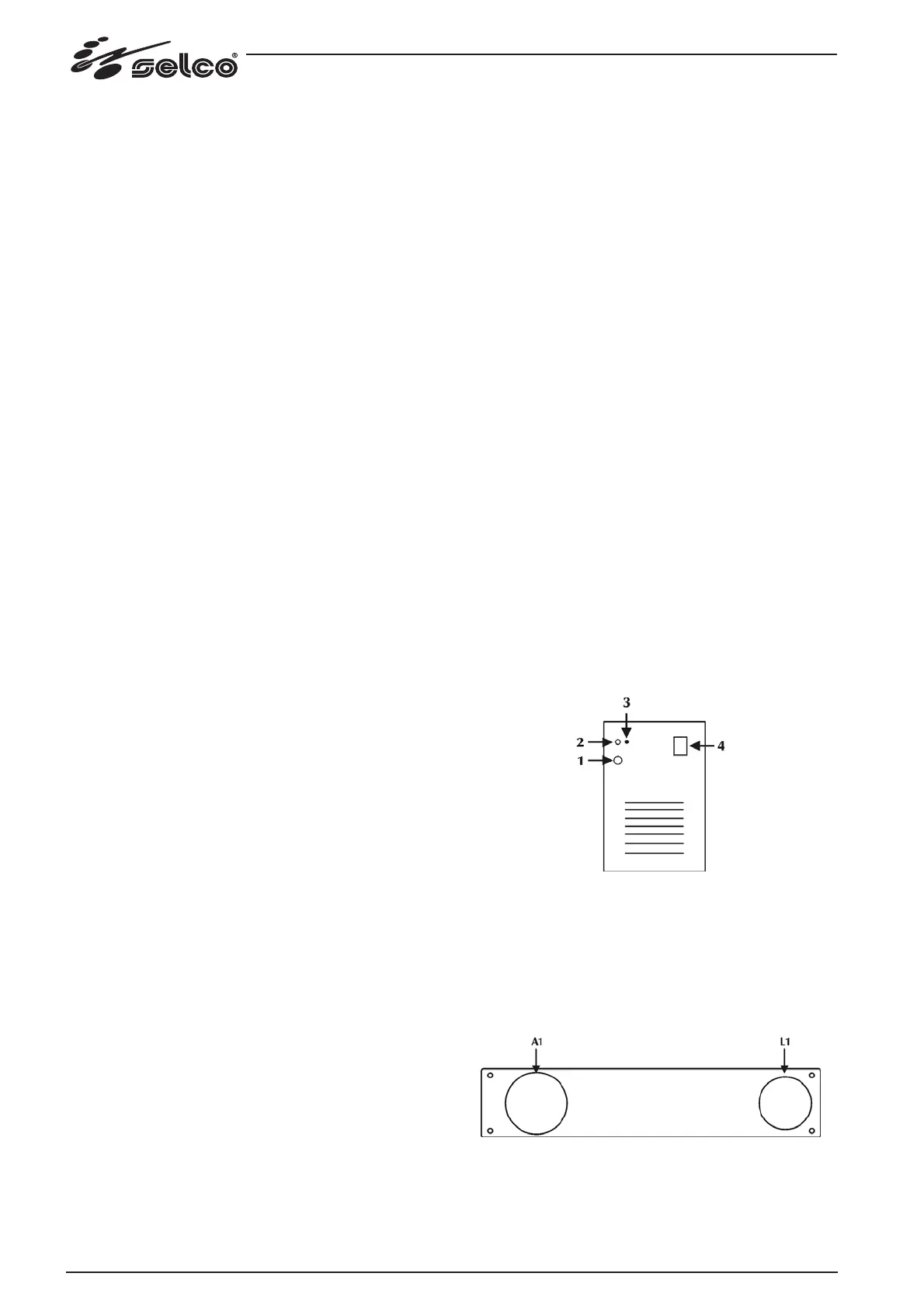
3.4 Painel posterior
Fig.5
1: cabo de alimentação
2: conexão do gás
3: fusível 6x32 1A 250V
4: placa de dados
3.5 Painel tomadas
Fig.6
A1: conexão tocha. Consente a ligação da tocha MIG.
L1: tomada negativa de potência.